Get in touch with QJKH Company
Industrial Safety Laser Scanners: A Standards-Based Guide to Hazardous Area Protection
Quick Specs: Industrial Safety Laser Scanner
- Operating principle: Time-of-Flight (TOF) optical ranging, 905 nm Class 1 infrared light
- Typical scanning angle: 270–276° horizontal
- Protective field radius: 3 m to 7.5 m (configurable)
- Minimum detected object: 30 mm, 40 mm or 70 mm (dependent on application)
- Response time: 60–180 ms (configurable)
- Typical safety rating: Type 3 (IEC 61496), SIL 2 (IEC 61508), PL d Cat. 3 (ISO 13849-1)
- Ingress protection: IP65
- Ambient light immunity: ≥3,000 lu×
Industrial safety laser scanners are the new solution to an intractable problem: how to protect workers in the vicinity of moving machinery, robots and AGVs without installing physical barriers that slow production? These devices send out a fi×ed number of spinning infra-red laser beams, take their time-of-flight measurements, and produce a stop signal should an operator or object cross a configured-protection zone. They are not new: the 2023 world market size was USD 469.8 million, with roughly 6% annual growth until 2031.
If you are procuring new safety equipment for a new production line, retrofitting a robot cell, or choosing an AGV fleet, this article walks through operation, standards and an 8-step selection process to apply before you contact a manufacturer.
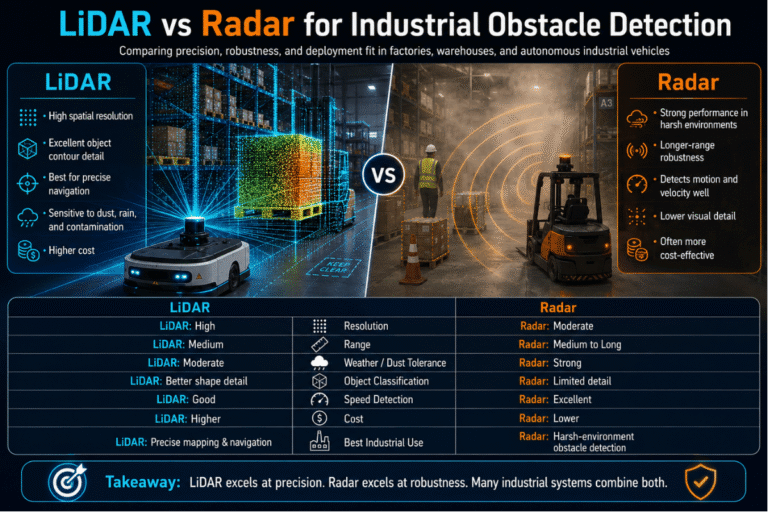
What Is an Industrial Safety Laser Scanner? (And How It Differs from a Regular LiDAR)

A safety laser scanner is an active non-contact presence-detection device. It spins an infrared laser beam about its horizontal plane, applies the physics of TOF to derive the distance to every object in its field of view, and produces an OSSD stop-signal the instant that something enters a configurable safety zone. Unlike a fence or a light-guard mat, a safety laser scanner can be reprogrammed to monitor different zones, arbitrarily shaped objects, and multiple zones using one scan.
The technical classification published by IEC 61496 is “Active Opto-electronic Protective Device responsive to Diffuse Reflection” (AOPDDR). That terminology is relevant because it hints to an understanding of why a standard LiDAR, even one that operates at 905 nm and can determine TOF like the safety rated devices, cannot be directly substituted.
Both use a spinning laser, both measure time-of-flight (TOF). But the safety laser scanner is certified, has redundancies, diagnostic and diagnostic coverage. An ordinary LiDAR emphasizes high resolution point cloud acquisition and SLAM (simultaneous localisation and mapping); a safety-rated laser scanner will have the dual-channel, diagnostic capabilities, and failure mode analysis in its design to ensure the probability of a dangerous undetected failure is within a quantified limit. An ordinary navigation LiDAR can be misled by a simple optical error into clearing a path when an operator was standing in that path—something a safety-rated scanner was engineered to prevent. That is the difference between “sensor that is appropriate” and “system that can save a life.” (Practitioners have consistently warned against attempting to subsitute a non-certified LiDAR for a safety laser scanner in mobile robotics.)
How Safety Laser Scanners Work: Time-of-Flight, Protective Field, Warning Field

The underlying operating principle consists of a four-step cycle repeated 25 times per second. A rotating optical head triggers a pulsed IR laser beam (normally 905 nm, Class 1 laser product – eye-safe in normal operation) and emitts this beam across a scan plane. The IR beam strikes an object, diffuses, and some of the reflected IR light reaches the receiver. The scanner times the reflected pulse, converts it to a distance with d = (c t) / 2, then stores each angular position in its memory as a polar coordinate.
After completing a turn (usually 40 ms rotation period) the scanner firmware compares each measured point with the predefined protection zones loaded in memory. Any point within the protection cell causes the OSSD outputs to drop to OFF and the protected machinery to decelerate into a safe state. Any point in the warning cell, a pre-alert larger buffer zone, causes the scanner to send an alert signal like a slow-down, beacon, or horn without stopping the machine.
Engineering Note — TOF Timing on a Real Scanner
The published timing of most QJKH Series SH27 safety laser scanner is: detection pulse t1 ≈ 200 μs, rotation period t2 = 40 ms, light-blocking response time t3 ≥ 100 ms (configurable), and recovery time t4 ≥ 300 ms (configurable). Reducing the response time reduces the necessary safety distance, but also can increase the sensitivity of the scanner to temporary occlusions like welding spatter – hence, the configurability.
Can Safety Laser Scanners Work in Outdoor or Dusty Environments?
The physical limitations are ambient lighting, temperature range, and window contamination. Most industrial-grade devices are rated to IP65 protection and tolerate ambient illumination levels of 3000 lux – sufficient for a typical plant floor but insufficient for direct midday sunlight. Operating temperature ranges are commonly 10 C to +50 C, with storage window temperatures from -40 C to +70 C. For outdoor AGV applications, look for a contamination warning indicator (the scanner alerts you whenever dirt risks obstructing detection) and co-source light interference immunity (so multiple scanners in the same proximity do not blind each other).
The Standards That Matter: IEC 61496, IEC 61508 (SIL), and ISO 13849-1 (PL)
There are three different standards governing industrial safety laser scanner implementation and specifications, and they are not interchangeable. IEC 86496 defines the sensor itself; IEC 61508 describes the safety function the scanner becomes part of; and HC18 describes the safety application within the sensor’s system. Most engineers learn this the hard way – by intendedly designing a Type 3 scanner into a SIL 3 process and discovering the configuration is not certifiable.
The cross-reference table below summarizes the three systems. It is assembled from IEC 86496-1 edition 3.0 (2020), DGUV/IFA public safety data on ESPE classes, and published manufacturer certifications.
| Standard | Scope | Typical Rating for Industrial SLS | When It Is Required |
|---|---|---|---|
| IEC 61496-1 / -3 | Electro-sensitive protective equipment classification (ESPE type 2, 3, 4) | Type 3 (most industrial SLS) or Type 4 (highest-risk presses) | All safety-rated laser scanners |
| IEC 61508 | Functional safety of electrical/electronic/programmable safety systems (SIL 1–4) | SIL 2 (Type 3 sensors), SIL 3 (Type 4 sensors) | Machinery safety circuits globally |
| IEC 62061 | Machinery-specific functional safety (derivative of IEC 61508) | SIL CL 2 typical | European Machinery Directive |
| ISO 13849-1 | Performance Level (PL a–e), Category 1–4 | PL d, Category 3 (matches Type 3 sensor) | Global machinery — most common path |
What Does IEC 61496 Type 3 vs Type 4 Mean for Your Application?
Type 3 and Type 4 differ in the caliber of diagnostic coverage required (and thus the maximum SIL supported by the device in a safety function). According to Rockwell Automation’s 440L whitepaper and the IEC 61496-1 Edition 3.0 Table 2, a Type 3 light curtain is applied for safety functions to SIL 2 and PL d. When SIL 3 or PL e is required according to the risk analysis, a Type 4 light curtain is applied.
Mechanical power press brakes and heavy-duty forging cells commonly specify the application of Type 4 light curtains in the point of operation, while Type 3 scanners are almost always applicable for area guarding around collaborative robots, AGV’s, and machining cells.
The type, SIL and PL are categories of safety-related components… IEC 61496 Table 2 states that a Type 3 safety sensor is required for a SIL 2 and/or PL d safety function.
Main point: pick the Performance Level from the risk assessment first, and then back-select the sensor Type. Select the other way, and you’ll almost always end up with over or under specified hardware.
Stationary Hazardous Area Protection: Fixed Machinery Guarding

Stationary guarding-but often called area or access guarding in supplier catalogues-is the earliest application for the safety laser scanner. Try imaging a 12 m by 8 m robotic welding cell with three access points, a turntable in the middle and an operator loading components at the front. Putting fixed fences all around the three arms would block the overhead crane and make the loading station inaccessible.
Position a horizontally installed 276° scanning angle SLS module at each access port-monitored a three-sided protective field defined in software. Break into the warning zone-results in half the speed, crossing into the protective field results in an abrupt safe stop. One operator reported this retrofit so it replaced four separate fences on a stamping line, and reduced change-over time for tooling exchanges by more than half—(such retrofit results are regularly reported in trade press case histories.)
Examples of common stationary applications are injection molding cells, press brakes, robotic welding/polishing workstations, palletizing robots, and access fencing around material-handling access points. For fixed installations, the general rule of thumb for the technician is to define a 5 m protective field radius (for instance, the QJKH SH27-05D series with Ethernet output and two zones of protection), install horizontally at 300mm or 150mm centre height, and program the protection zones to reproduce the reach envelope of the safeguarded machinery. Because the scanner is always monitored by the internal diagnostics and OSSD self-test, maintenance is measured in months, not shifts.
Advantages (vs fixed fence)
- Reconfigurable zones without mechanical rework
- Multi-zone switching for different production modes
- Unobstructed crane access and visual inspection
- Faster line change-over
Limitations
- Does not prevent ejected parts or sparks from flying out—should incorporate physical screens.
- Requires clean floor area free of reflective puddles
- Ambient light and welding arcs can challenge detection margin
- Commissioning requires a trained safety integrator
Mobile Applications: AGVs, AMRs, and Collaborative Robot Cells
Moving protection for hazardous areas is where the security laser scanner industry is expanding most quickly. An AGV traveling around a warehouse cannot depend on permanent fences for safety – as the AGV moves, its danger area moves with it. The answer to this is to attach a security rated scanner at the nose of each AGV and operate the safety zones dynamically according to the AGV speed, payload and direction of travel.
When moving at operational speed (say 4m/sec), the protection field reaches out over several meters; when docking at a loading dock, it narrows to a narrow cone so the AGV can run into a conveyor interface.
Common parameters for a mobile deployment: the scanning angle should be 270° and more (covering all blind spots in the front and on the side); the response time should be less than 100 ms (keeping braking distance as expected); minimum object resolution should be 70 mm (based on a human leg approximation); and dynamic zone switching between active and inactive status should take less than 50 ms (without causing any ‘blanks’ in the coverage when changing speed). A 3 m protective field with a 10 m warning field will often provide a suitable starting geometry in an indoor AGV application; a QJKH SH27-03D mobile-rated safety laser scanner provides precisely this geometry with an Ethernet output allowing real-time switching based on zone-setting over Profinet or similar protocols.
Most Frequent Point: The navigation LiDAR as the AGV Safety Sensor
A navigation LIDAR fitted for SLAM and obstacle avoidance is not a safety-rated scanner regardless that they are both time-of-flight based systems. Navigation LiDARs are single channel, designed for map generation and do not have certification/approval under IEC 61496. Assuming you are operating a fleet that requires SIL 2 or PL d- which is practically every commercial AGV application- the on-bumper scanner must have the approval.
A navigation LiDAR can be mounted atop the vehicle: the safety function resides in the Type 3 sensor. Datasensing, SICK and other large suppliers explicitly categorize “Safety Laser Scanner” and “Navigation LIDAR” into two different categories for this reason.
For soft-cell cobot cells, the scanner usually completely supersedes the perimeter fencing. Mounted flat under the cobot, it senses an approaching worker from any angle and causes a speed-and-separationmonitor transition while reverting to full speed upon worker retreat. If you desire (though you shouldn’t), for navigation, go with the QJKH industrial lidar sensors for mapping and set the safety function in the certified scanner.
Intrusion Detection & Access Control: Scanner vs Light Curtain

Engineers ask “Is a scanner or a light curtain the right solution for the opening?” The bottom line is they are for different geometries. A safety light curtain creates the vertical plane of invisible IR beams across a rectangular opening— a press brake, a feeder, a conveyor transfer where a worker pries through a predictable gap. The safety laser scanner creates a horizontal or vertical plane of IR (or visible) beams, which can cover irregular shaped openings, multi-zone access, and large areas.
| Dimension | Safety Laser Scanner | Safety Light Curtain |
|---|---|---|
| Max monitored distance | 3–7.5 m (protective) | 0.2–20 m (beam throw) |
| Geometry | Irregular polygons, large area | Rectangular plane only |
| Multi-zone support | Yes — 64+ configurable zones | Typically one field |
| Response time | 60–180 ms | 10–40 ms |
| Typical max SIL / PL | SIL 2 / PL d (Type 3) | SIL 3 / PL e (Type 4 available) |
| Commissioning cost | Higher (software zone setup) | Lower (plug-and-play) |
The 3-Rule Scanner vs Light Curtain Decision
- An region that differs from a shape of 2 m 2 m Safety Laser Scanner. Light curtains are unable to track (follow) non-rectangular shapes without several units.
- If the access point is a clean rectangular opening less than 800 mm wide Safety Light Curtain. Faster response time and easier commissioning makes it the more economical choice.
- If the application needs multiple simultaneous warning and protective zones, or dynamic switching Configurable safety laser scanners are the only sensible option. Light curtains cannot partition a single beam plane into pre-alert and stop zones.
A common myth is that a light curtain “covers every case” because it responds faster. Faster is only better when the geometry fits – and in most cobot cells, AGV docks, and large palletising workstations, the geometry does not fit.
Selecting an Industrial Safety Laser Scanner: An 8-Point Checklist

Before requesting a quotation from any supplier, walk through these eight questions. Each maps directly to a spec sheet line item, and each has a defensible answer you can point to in your risk assessment.
- What Performance Level or Safety Integrity Level does your risk assessment require? PL d / SIL 2 is the common answer for area guarding and AGVs, which maps to a Type 3 sensor. PL e / SIL 3 requires a Type 4 device. Do not choose the sensor before you have this number.
- How large is the protective field you actually need? Common radii are 3 m (close guarding, small AGVs), 5 m (robotic cells, mid-size vehicles), and 7.5 m or more (large footprint machinery). Specify the smallest radius that still covers the hazard – larger fields reduce object resolution at the edges.
- What scanning angle do you need? 190° is sufficient for a three-sided cell mounted in a corner. 270–276° is the standard for AGV front mounting and perimeter guarding. Anything less than 270° leaves blind spots on the scanner’s own housing side.
- What is the minimum object you must detect? 30 mm is reserved for finger/hand access applications (usually a light curtain job). 40 mm covers arm detection. 70 mm is the typical leg-detection resolution for AGV and area guarding and is what most industrial SLS devices publish.
- What are the environmental constraints? IP65 is standard. Operating temperature 10 C to +50 C covers most indoor factories. If the scanner will live outdoors or in a cold-storage bay, verify the lower limit. Ambient light immunity 3,000 lux is a safe indoor number.
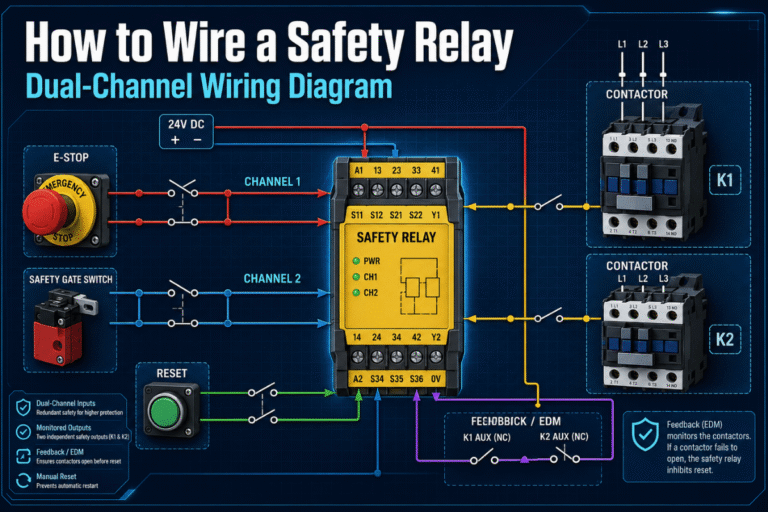
- How will you integrate the scanner into the safety circuit? Basic installations use dual OSSD wired into a safety relay module. Advanced AGVs use Profinet, EtherCAT FSoE, or CIP Safety to exchange zone-set commands in real time. Match the output protocol to your PLC safety bus.
- How will the zones be configured and swapped? Look for vector zone libraries (64 to 256 pre-stored zones are common), strategy switching under 50 ms, and – if you run a fleet – support for memory modules so a replaced scanner auto-loads its predecessor’s configuration without re-commissioning.
- Requires simultaneous multi-zone monitoring?A contemporary scanner is capable of running a warning field and a protective field concurrently (dual-zone PAA mode) or two autonomous protection zones (dual PP mode). Elaborate production cells with diverse operator functions generally require dual-zone operation – a single-zone instrument means compromising for things that will squeeze you under the arch.
For 80% of all industrial automation applications the majority of presses, forging, heavy duty mobile equipment, a correctly specified Type 3 / SIL 2 / PL d safety laser scanner with a 5 m protective field, 276° scanning angle, 100 ms response time and 64 configurable zones will be appropriate. The other 20% will require a Type 4 device and a more detailed risk assessment.
Explore QJKH’s Industrial Safety Laser Scanner Lineup
QJKH is a division of the CCH Shanghai Sensing Intelligence Technology Co., Ltd., producing the SH27 range of safety laser scanners family (Type 3, SIL 2, PL d, Cat. 3), using 276° scanning, 3 m and 5 m protective field versions, with Ethernet or PNP outputs. They have over 20 years experience in designing industrial safety sensors & have engineered the QJKH SH27 family (underpinned by 64 static and 256 dynamic zone groups, <50 ms switching, OEM branding opportunities) for special fleet applications.
Explore Safety Laser Scanners →
or
Request a free sample
·
Download the 8-Point Selection Checklist (PDF)
Frequently Asked Questions

Are safety laser scanners required by OSHA?
View Answer
OSHA does not specify technology, 29 CFR 1910.212 calls for general machine guarding, and 29 CFR 1910.217 calls for a presence-sensing device on mechanical power presses. A safety laser scanner is one possible way to accomplish the PSD.
What is the difference between a safety laser scanner and a regular LiDAR sensor?
View Answer
They both measure distance with the same time-of-flight optical principle. They both can work in the same 905nm wavelength. The distinction is in the functional safety certification.
The safety laser scanner is engineered with dual channel architecture, diagnostic coverage, and failure mode analysis so that it can satisfy IEC 61496 Type 3 or Type 4 criteria, allowing it to partake in a SIL 2 or SIL 3 safety function. A normal LiDAR contains none of those assurances – it can fail silently and say “clear path” even when a worker stands in front of it. In a mobile robot or collaborative cell, the safety function must be implemented with a certified device.
A navigation LiDAR can be employed for mapping purposes, but it cannot substitute for the scanner.
What IP rating should a safety laser scanner have for outdoor AGV use?
View Answer
IP65 minimum for outdoor AGVS- prevents ingress of dust and low pressure water jet. In wet yards IP67 is recommended. Always check the working temperature range individually: a scanner rated to 10 C will not work in a freezer warehouse.
Can Profinet or EtherCAT safety be used with safety laser scanners?
View Answer
Certainly. Mid/more-expensive safety laser scanners have an Ethernet-based safety interface, which may be Profinet with PROFIsafe, EtherCAT with FSoE, or CIP Safety over EtherNet/IP. These built-in protocols permit both zone-set switching and diagnostic data transfer from the scanner to a safety PLC without any discrete OSSD wiring.
The entry level scanners still have dual OSSD outputs wired into a safety relay module, both ways are standard-compliant, but only the Ethernet versions of the safety laser scanner support the real-time dynamic zone switching that a new fleet of AGV require.
What is the typical lifespan of an industrial safety laser scanner?
View Answer
Most manufacturers give a mean time to dangerous failure (MTTFd) of 50 years or more for Type 3 devices, but in reality the limit is optical window wear and motor bearing life. Expect 5 to 10 years of service in a clean indoor environment.
Transparency statement: Comparison of standards-to-rating values in this article are based on IEC 61496-1 Ed 3.0 (2020), ISO 13849-1:2023, and IEC 61508 issued by the DGUV/IFA and leading supplier whitepapers. The QJKH SH27 series specifications were obtained from the published 2026 product catalogue of CCH Shanghai Sensing Intelligence Technology Co., Ltd. Any actual certification of a specific installation still requires a site risk assessment and review by a qualified safety integrator – do not consider this article as a substitute.
References & Sources
- Relationship Between the Type of an ESPE and the SIL/PL — DGUV/IFA (German Social Accident Insurance, Institute for Occupational Safety and Health)
- 29 CFR 1910.212 — General Requirements for All Machines — U.S. Occupational Safety and Health Administration
- Presence Sensing Devices (Machine Guarding eTool) — U.S. Occupational Safety and Health Administration
- 440L Whitepaper: Changes in the Product Standard for Safety Light Curtains (IEC 61496-1 Ed. 3.0) — Rockwell Automation
- Safety Laser Scanner Market Size & Share 2032 — Global Market Insights
- IEC 61496-1:2020 / IEC 61496-3:2018 — International Electrotechnical Commission (standard text, available via national standard bodies)
- ISO 13849-1:2023 — International Organization for Standardization (standard text, available via national standard bodies)
Related Articles
- Safety Light Curtain Selection Guide — Machine Guarding Applications (coming soon)
- AGV/AMR Navigation LiDAR vs Safety LiDAR — Complete Comparison (coming soon)
- Warehouse Robot Safety Matrix — Scanners, Curtains, and Controllers (coming soon)
- Industrial Robot Safety Laser Scanner Applications (coming soon)
- Finger & Hand Protection Light Curtains — Resolution Guide (coming soon)