Get in touch with QJKH Company
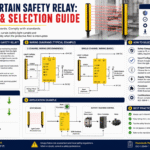
Quick Specs: Light Curtain Safety Relay
A light curtain safety relay typically monitors 1–3 safety inputs and reaches PL e / SIL 3 with dual-channel wiring.
| Safety inputs | 1–3 (E-stop, light curtain, gate) |
| OSSD input type | 2-channel, PNP solid-state (24 V DC) |
| Output safety contacts | 2–4 NO, force-guided (EN 50205) |
| Rated contact load | ≤ 6 A / 250 V AC (typical) |
| Response time | ≤ 20 ms (typical) |
| Reset | Manual / automatic / monitored |
| Stop category | 0 or 1 (IEC 60204-1) |
| Max performance level | PL e (ISO 13849-1) / SIL 3 (IEC 62061) |
Source: typical QJKH SR-series ratings, ISO 13849-1 and IEC 62061.
A light curtain safety relay sits between your safety light curtain and the machine it protects, turning a detected intrusion into a guaranteed stop. If you’ve wired one before, you know the manuals are thin on the two questions that actually matter on the panel: how many relays you really need, and how the curtain’s outputs connect without quietly defeating the safety function. This guide answers both, then maps each wiring choice to the performance level it earns.
In short: A light curtain safety relay is the monitoring device that reads a light curtain’s two OSSD outputs and switches the machine’s power off through redundant, force-guided contacts. It’s required because OSSD signals are low-current solid-state outputs that can’t safely break a motor circuit on their own.
Key takeaways
- A safety light curtain is already a Category 4 / PL e device, a single-channel relay can silently downgrade the whole function, so the relay is usually the weakest link in the chain.
- Most guarded cells need one dual-input safety relay, not one relay per device.
- You can’t wire E-stop NC contacts in series with the curtain’s OSSD outputs, OSSDs are pulsed PNP solid-state signals, not dry contacts.
- Dual-channel wiring + EDM feedback + a monitored reset is what actually delivers PL e / SIL 3.
- OSHA addresses light curtains directly only for the narrow PSDI mode on power presses (29 CFR 1910.217(h)); everyday light-curtain guarding that stops a machine is governed by the general duty in 29 CFR 1910.212.
What a Light Curtain Safety Relay Actually Does

A light curtain safety relay is a self-monitoring switching device that takes the two safety outputs of a safety light curtain and uses them to remove power from a dangerous machine motion. The light curtain detects the intrusion; the relay is what actually breaks the circuit to the contactors, motor, or valve. The two devices aren’t alternatives you choose between, they’re a chain, and each link has a job.
Inside that chain the curtain’s receiver outputs a pair of signals called OSSDs (output signal switching devices), built to a detection resolution that, under EN ISO 13855:2024, runs 14 mm for finger protection, 30 mm for a hand, up to 70 mm for a leg, and coarser still for whole-body access. The relay monitors both signals continuously, reacts in roughly 20 ms, and when either one drops it opens its safety contacts and de-energizes the machine’s power circuit. It also watches itself and the downstream contactors for faults, which is the part a standard control relay cannot do. If you are new to the sensing side, our primer on what a safety light curtain is covers the detection basics this guide builds on.
Why a Light Curtain Can’t Switch the Machine Directly: the OSSD-to-Relay Signal Chain
A light curtain can’t switch the machine directly because its OSSD outputs are low-current PNP solid-state signals, on a 24 V DC system only a few hundred milliamps, that can’t break a contactor coil or motor circuit and carry no redundancy on their own. A safety relay bridges that gap and does the switching the curtain can’t, so the natural question of why you can’t just wire the curtain straight to the contactor comes down to current and redundancy.
A typical module’s force-guided contacts switch up to roughly 6 A at 250 V AC and react within about 20 ms, though exact ratings are product-specific and you should confirm them on the module datasheet. Either way, the relay handles an order of magnitude more current than an OSSD can, with the fault tolerance a bare output lacks.
“A key component of a safety light curtain is the output signal switching devices (OSSDs), which are typically solid-state transistor components used to switch a safety relay to control the machinery causing the dangerous motion.”
This is the OSSD-to-Relay Signal Chain: the curtain senses and outputs two pulsed safety signals, the relay verifies and amplifies them into redundant power-rated contacts, and those contacts drop the contactors that actually stop the machine. The reason the relay exists is fault tolerance. Its output contacts are force-guided (mechanically linked, per EN 50205), so if one contact welds shut, a linked monitoring contact cannot change state, the relay detects the discrepancy and refuses to restart. That single-fault behavior is what lets the function reach Category 3 or 4 under ISO 13849-1. Field data shows the opposite mistake is common: connecting OSSDs to a standard relay or a PLC standard input removes the self-checking entirely, so a welded contact would let the machine run with the curtain “tripped” and nobody the wiser.
How Many Safety Relays Do You Actually Need? (1 vs 2 vs 3)

Most guarded cells need exactly one dual-input safety relay, not one relay per device. A single dual-input module can monitor both an E-stop circuit and a light curtain on separate channels, and many can be expanded beyond the usual 2–4 output contacts rated 6 A at 250 V AC. You add a second or third relay only when a specific condition forces it, not by default.
Engineers on industrial forums regularly ask “do I really need three?” after a vendor quote, and the honest answer is usually no.
The 3-Question Relay Count Test
Run three questions before you buy a second module. One, do two guarded zones need to reset and run independently of each other? If a maintenance door and a load-side curtain must restart separately, that’s two safety functions and often two relays. Two, do the inputs need different stop categories, say a controlled stop (category 1) on a spindle but an immediate stop (category 0) on a feeder? Mixed stop behavior usually means separate relays or a configurable controller. Three, do you simply need more output contacts than one module provide? If all three answers are “no,” one dual-input relay is correct, and adding more only multiplies failure points and cost.
A packaging integrator we worked with had quoted three relays for a single robotic infeed: an E-stop, the entry curtain, and “one for the valves.” Walking the 3-Question Relay Count Test, none of the three conditions held, one reset zone, one stop category, contacts within budget. The build shipped on a single dual-input relay with an expansion block for the valve outputs, cutting panel cost and two points of failure. When you do scale up, our safety relay module selector matches input count and contacts to the architecture, and the deeper safety relay modules guide covers expansion options.
Wiring a Light Curtain to a Safety Relay, Step by Step
Wiring is where most field problems start, and they cluster around four things: matching output type, using both OSSD channels, closing the feedback loop, and choosing the right reset. Typical safety relays run on 24 V DC control power, switch up to 6 A at 250 V AC per output contact, and react within 20 ms, confirm your contactor coil draw stays under that 6 A rating before you wire. Take them in order.
Wiring sequence
- Match output type. Confirm the curtain is PNP sourcing and that your relay inputs expect PNP. A PNP-to-NPN mismatch gives no signal at best, damage at worst.
- Wire both OSSD channels. OSSD1 and OSSD2 go to two separate relay input channels (commonly S12 and S22), never merged into one. Both must switch on and off near-simultaneously or the relay flags a discrepancy fault.
- Close the EDM loop. Wire the NC auxiliary contacts of your contactors back to the external device monitoring (EDM) input so the relay can verify the contactors actually opened.
- Choose the reset. Automatic reset for point-of-operation guarding where the operator is always visible; manual or monitored reset for access guarding where someone can stand inside the field. For whole-body access, locate the reset button outside the hazard with the entire zone in view, and use a restart interlock so the machine can’t restart simply because the field cleared.
- Land the outputs. Route the relay’s NO safety contacts to two contactors (K1, K2) in series, then decide stop category 0 (immediate) or 1 (controlled, then removed).
Can you wire E-stop NC contacts in series with light curtain OSSD outputs? The OSSD-vs-Dry-Contact Wiring Trap
No, and this is the trap that catches even experienced panel builders. An E-stop gives you dry, normally-closed mechanical contacts; an OSSD gives you a live, pulsed PNP solid-state output. Putting them in series mixes a switched-power signal with a dry contact, which breaks the relay’s input monitoring and its cross-fault detection.
There’s a further subtlety most guides miss: OSSD outputs carry brief test pulses (the curtain momentarily switches each output off to self-check), so a relay built to read dry contacts sees those pulses as constant toggling and either faults or, worse, ignores them. Keep the E-stop on its own dual-channel input and the OSSDs on theirs; let the one relay monitor both.
📐 Engineering Note
For PL d, e (ISO 13849-1 Category 3/4), the two OSSD channels must be independent and the relay must perform cross-fault detection plus EDM. Watch the discrepancy (simultaneity) time: if OSSD1 and OSSD2 differ in state longer than the relay’s window, often ≤ 0.5 s, the relay latches a fault and will not reset until both channels agree and the EDM loop confirms the contactors are open.
One scenario plays out on commissioning day again and again: the machine power up and the curtain “won’t reset” no matter how clear the field is. The cause is almost always the EDM input left open instead of wired to the contactor feedback (or jumpered to 24 V DC where feedback isn’t used). It reads as a relay fault, but it’s a wiring omission, check EDM first.
Muting, Blanking, and Application-Specific Wiring
Standard machine guarding stops the machine whenever the field is broken. But conveyor and palletizing lines need material to pass through the curtain without stopping, and that’s where the relay’s muting inputs and the curtain’s blanking features come in. Choosing the wrong one is a common selection error: blanking lives in the curtain, muting usually involves the relay or controller, and they solve different problems.
Resolution also steers the choice: a 14 mm finger-protection curtain sits closest to the hazard and reacts fastest, a 30 mm hand curtain covers point-of-operation work, and a coarser leg or whole-body curtain (40–70 mm or larger) suits perimeter access, and whichever you pick, the relay must add minimal response time on top of the curtain’s so the total stop time still meets your ISO 13855:2024 safety distance. Muting temporarily and automatically suspends the safety function while a pallet passes, using a pair of muting sensors, typically mounted 200–400 mm apart, that must be interrupted in a specific sequence the relay verifies. Because a person cannot trip the sensors in that exact pattern, the curtain still stops the machine for anyone walking through. Blanking, by contrast, tells the curtain to permanently ignore one or more beams where a fixed object, a conveyor rail, a chute, sits in the field (fixed blanking) or where an object of known size moves through (floating blanking). A press brake, a robot cell, and a palletizer each need a different mix; our light curtain machine guarding overview walks through the application patterns. The rule of thumb: if material crosses the plane as part of normal production, plan for muting at the relay; if a fixture permanently sits in the field, plan for blanking at the curtain.
What ISO 13849 PL and IEC 62061 SIL Do You Actually Get?

The performance level (PL) you achieve is not a property of the curtain alone, it is a property of the whole chain, and the relay architecture usually sets the ceiling. A Type 4 safety light curtain, the highest ESPE type defined in IEC 61496, is itself built as a high-integrity device.
“Safety light curtains are primarily a Category 4, SIL 3, PLe safety component.”
That classification holds for Type 4 devices; Type 2 light curtains land lower, around PL c / SIL 1 under IEC 61496-1, so confirm your curtain’s type before you reason about the relay. Here is the catch: pair a Type 4 (PL e) curtain with a single-channel relay and no monitoring, and the chain drops to PL b or c. The relay is where you keep, or lose, the rating. Under ISO 13849-1 the structural Category (B, 1, 2, 3, or 4) is the starting point, but the achieved PL is a full calculation that also depends on component reliability (MTTFd), diagnostic coverage (DC), and common-cause failure (CCF); IEC 62061 expresses the same result as a SIL. In other words, the architecture in the table below is necessary but not sufficient, it sets the ceiling, and your risk assessment plus the component data confirm whether you actually reach it. Treat the grid as the wiring prerequisite, not a guarantee.
The 9-Row Wiring-Architecture-to-PL Reference Grid
| Architecture type / class | ISO 13849-1 Category | PL (ISO 13849-1) | SIL (IEC 62061) |
|---|---|---|---|
| Single OSSD channel, no monitoring | B | a–b | — |
| Single channel + periodic test | 1 | c | 1 |
| Dual channel, no EDM | 2 | c–d | 1–2 |
| Dual channel + EDM | 3 | d | 2 |
| Dual channel + EDM + monitored reset | 3 | e | 3 |
| Dual channel, diverse, high diagnostic coverage | 4 | e | 3 |
| Cascaded dual-channel relays (independent reset zones) | 3 each | d–e | 2–3 |
| Stop category 0 (immediate power removal) | per architecture | up to e | up to 3 |
| Stop category 1 (controlled stop, then power removed) | per architecture | up to e | up to 3 |
Stop categories per IEC 60204-1; PL/Category per ISO 13849-1; SIL per IEC 62061. Values are typical mappings, confirm with your risk assessment.
On the legal side in the United States, be precise about which OSHA rule applies. 29 CFR 1910.217(h) names light curtains, but only for the narrow PSDI case, using the curtain to initiate the press cycle rather than just stop it. That mode is heavily conditioned on integrated-system certification, and OSHA’s own 2004 review found PSDI had effectively never been implemented in the field. The far more common job, a curtain that simply stops a machine when the field is broken, falls under general point-of-operation guarding in 29 CFR 1910.212, which recognizes electro-sensitive protective equipment as a guarding method. So cite 1910.217(h) only if you are genuinely running PSDI; otherwise 1910.212 is your baseline. To turn the architecture above into a target PL and confirm the SIL crosswalk, the PL and SIL category mapper and the ISO 13855 safety distance calculator (positioning per the current ISO 13855:2024 edition) do the arithmetic.
Safety Relay vs Safety Controller vs Safety PLC: When to Upgrade
A safety relay is the right tool for a fixed, simple safety function, one or two inputs, one or two stop zones, logic that never change. You move up to a configurable safety controller or a safety PLC when the cell grows past what hardwiring stays clean for. A useful line: if you find yourself cascading three or more relays to handle the inputs, a controller is usually cheaper to wire and far easier to modify.
✔ Safety relay — best when
- 1–3 inputs, fixed logic
- Lowest cost, fastest to validate
- No firmware, no software tools
- Single machine or workstation
⚠ Controller / safety PLC — move up when
- 4+ inputs or many zones
- Muting, ramps, or mode switching
- Logic likely to change later
- Network/diagnostics required (CIP Safety, IO-Link Safety)
Whichever you choose, remember the output stage is still a power device, the relay or controller commands the safe state, but downstream safety contactors physically remove power, and they’re what the EDM loop monitors. The economics matter on a real bill of materials: a single relay can be the cheapest path to PL e for a simple cell, while a controller earns its higher price only when flexibility or input count justifies it. You can weigh that trade with our five-year cost comparison for safety relays, which folds in wiring labor, the time to install and commission, and the service and support you’ll need over the relay’s life alongside hardware price.
Where Machine-Safety Wiring Is Heading
Demand for light-curtain-based guarding is climbing, and that pulls relay and controller selection along with it. Market researchers at SNS Insider value the safety light curtain market at about $1.64 billion in 2025, growing at a 6.62% CAGR toward $3.12 billion by 2035, with the hydraulic-press-line segment alone forecast near $307.4 million in 2026, driven by tighter workplace-safety enforcement and the spread of robot cells and AGVs. Buyers increasingly specify diagnostics, not just a stop.
Two changes are worth planning around now. First, smart connectivity: safety relays and controllers are gaining networked diagnostics over CIP Safety on Ethernet/IP, IO-Link Safety, and ASi-5, so the relay can report which channel tripped and flag end-of-life before it causes downtime. Second, the standards themselves moved, ISO 13849-1 was revised to its 4th edition in 2023 (with an alternative method for determining performance level), and ISO 13855, which governs safeguard positioning and approach speed, was reissued as ISO 13855:2024, superseding the 2010 version. If you are validating a new cell or revisiting an old panel in 2026, re-check your architecture and safety distances against the current editions rather than the versions your last project used. One caution as lines go connected: moving to a networked safety controller adds a software-validation and cybersecurity dimension that ISO 13849-1 deliberately leaves out of scope, a connected safety PLC is a software lifecycle to manage, not just a wiring upgrade.
Frequently Asked Questions
Q: What is the purpose of a safety relay?
View Answer
A safety relay monitors one or more safety input devices, such as a light curtain, an E-stop, or an interlock, and removes power from a machine through redundant, force-guided contacts when any input signals a stop. Unlike a standard control relay, it continuously self-checks for internal faults and welded output contacts, and it verifies through the EDM loop that the downstream contactors actually opened. That self-checking is what lets it meet ISO 13849-1 and IEC 62061 safety levels.
Q: Do I need one safety relay or one per safety device?
View Answer
Usually one. A single dual-input safety relay can monitor both an E-stop and a light curtain on separate channels. You only add another relay when zones must reset independently, when inputs need different stop categories, or when you need more output contacts than one module provides — otherwise extra relays just add cost and failure points.
Q: Can I connect a light curtain directly to a contactor without a safety relay?
View Answer
No. A light curtain’s OSSD outputs are low-current solid-state signals that cannot break a contactor coil’s inductive load, and connecting them directly removes all fault detection. A welded contactor would then go unnoticed and the machine could run with the field blocked. A safety relay (or safety controller) is required to switch power safely and to monitor the contactors.
Q: How does a safety light curtain sensor work?
View Answer
A transmitter projects an array of synchronized infrared beams across the opening to a receiver. When a hand, arm, or body breaks any beam, the receiver switches its two OSSD outputs off within milliseconds, and the safety relay reads that as a stop command.
Q: What stop category does a light curtain safety relay provide?
View Answer
It depends on how you wire the outputs, and most relays support more than one. Stop category 0 (IEC 60204-1) removes power to the actuators immediately when the field is broken, the most common choice for point-of-operation guarding. Stop category 1 brings the machine to a controlled stop first, then removes power, which protects machinery that shouldn’t be cut dead under load. The stop category is independent of the performance level: you can reach PL e with either category 0 or category 1, provided the wiring architecture supports it.
Q: Is a safety relay the same as a safety controller?
View Answer
No. A safety relay is fixed-function hardware for one or two inputs; a safety controller or safety PLC is configurable, handles many inputs and zones, and supports diagnostics and networking. Relays win on simplicity for a single machine; controllers win on flexibility as the cell grows.
Need a light curtain safety relay matched to your machine?
QJKH builds OSSD-rated safety relay modules and Type 4 light curtains as a factory-direct OEM, with CE / TÜV / SIL 3 certification and shipments to 50+ countries.
About This Guide
The wiring sequence, relay-count logic, and architecture-to-PL mapping in this guide reflect how we design and test OSSD-rated safety relay modules at QJKH, cross-checked against ISO 13849-1, IEC 62061, and OSHA 1910.217. Where field practice and standards differ, we cite the standard. Reviewed by the CCH Shanghai Sensing Intelligence Technology Co., Ltd technical team.
References & Sources
- 29 CFR 1910.217, Mechanical power presses (PSDI, paragraph h)U.S. Occupational Safety and Health Administration
- Machine Guarding, Standards (29 CFR 1910.212)U.S. Occupational Safety and Health Administration
- ISO 13849-1:2023, Safety of machinery, safety-related parts of control systemsInternational Organization for Standardization
- Light Curtains: Safety Applications and Emerging TrendsAssociation for Advancing Automation (A3)
- US Patent US9053884B2, Safety switching device with universal signal input (OSSD)U.S. Patent and Trademark Office
- Safety Light Curtains Market Size, Share & Global Forecast 2026–2035SNS Insider
Related Articles
- Type 2 vs Type 4 safety light curtainchoosing the right curtain class before you size the relay
- Type 4 safety light curtain guidethe PL e curtain most relays pair with
- Muting safety light curtainwiring muting for conveyor and palletizing lines