Get in touch with QJKH Company
Standard catalog sensors handle most machine-guarding jobs. The rest — applications with an unusual scan field, a non-standard mounting interface, harsh environments, or a housing that has to live inside the customer’s own machine — is where OEM and custom safety sensors enter the picture. This buyer’s guide explains when customization pays off, what belongs in the RFQ, which certifications apply, and how to evaluate an OEM supplier’s engineering expertise and sensor technology without getting burned on lead time or cost.
Quick Specs — What an OEM Safety Sensor Program Actually Delivers
| NRE (engineering setup) | US $5,000 – $50,000+ depending on cert scope |
| Prototype lead time | 4 – 8 weeks typical; 2 weeks for housing-only changes |
| Volume production | 3 – 6 months after design freeze and Type-exam pass |
| Minimum order | Varies widely — often 50 – 500 units for electronics-only customization |
| Certifications available | IEC 61496-1 Type 2/4, ISO 13849-1 PLc/PLe, UL, CE, IP67 – IP69K |
| Common customization scope | Housing, optics, mounting, beam pitch, range, output protocol, firmware logic |
OEM vs Custom vs Off-the-Shelf: Three Procurement Paths Compared
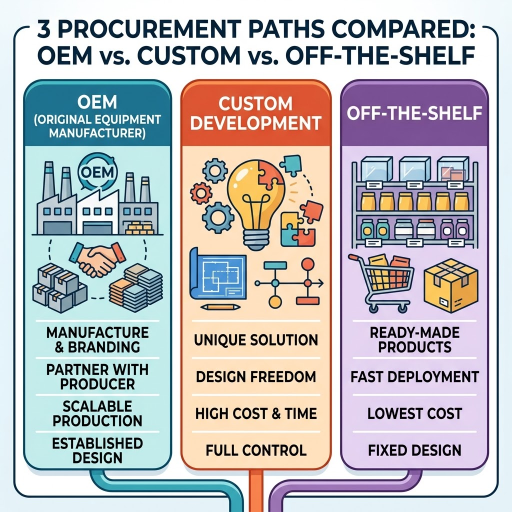
Before talking to a manufacturer, decide which of three paths your application actually needs. Each path carries different cost, lead time, and certification implications, and choosing the wrong one is the most avoidable mistake in safety sensor procurement.
Off-the-shelf means a catalog part bought as published — no design work, no NRE, fastest shipment. The sensor you get is the sensor everyone else gets. OEM means a standard product delivered with a private label, a customer-specific connector or cable, a unique part number, or a cosmetic housing change; the electro-optics and the certification remain untouched. Custom is a new or substantially modified product: a different scan range, a different beam pitch, a new communication protocol, a specialized housing, or safety logic that has to be re-certified. Of the three, only custom routinely reopens the Type-examination process.
| Dimension | Off-the-Shelf | OEM (private-label) | Custom |
|---|---|---|---|
| NRE | $0 | $500 – $3,000 (label/packaging) | $5,000 – $50,000+ |
| Typical MOQ | 1 unit | 50 – 200 units | 200 – 1,000 units |
| Lead time after PO | 1 – 4 weeks | 6 – 10 weeks | 4 – 8 months (incl. re-cert) |
| Re-certification needed | No | No (identical electro-optics) | Yes — Type-exam repeat |
| Per-unit cost vs catalog | Baseline | +5 – 15% | −10 to +40% (volume-dependent) |
The greatest procurement mistake is determining that what you want is a custom sensor when OEM would have been good enough. If all the end customer wants is private-label housing and a unique part number, OEM is the preferred path and the certification scope stays intact. A real custom project is the one where the application forces an electrical, optical, or firmware change that no catalog configuration can match. For the full product range and the scope of engineering support, see our custom safety sensor solutions from QJKH.
When a Custom Safety Sensor Actually Pays Off — The Volume-NRE Breakeven

Custom sensors pay off when the per-unit price delta, multiplied by expected volume, exceeds the NRE. That sounds obvious, and yet most buyers skip the math. They either over-customize (paying NRE they never recover) or under-customize (forcing a catalog part into an application that needs special handling). The calculation has three inputs, and every shortlisted manufacturer should be asked to share them inside the RFQ.
📐 Engineering Note — Breakeven Formula
Breakeven units = NRE ÷ (catalog unit price − custom unit price). Example: a $20,000 NRE for a shorter safety laser scanner housing that reduces BOM by $40 per unit breaks even at 500 units. Below 500 units, pay the catalog premium. Above 500, customize. The rule fails only when the custom version shortens your own machine’s lead time or unlocks a contract — intangible gains that belong in the same decision but outside the formula.
Three conditions shift the calculus. First, response-time-sensitive machinery — presses, robotic cells — where a 3 – 5 ms faster sensor lets the machine run at a higher duty cycle justifies custom electronics even at low volume. Second, environmental extremes such as washdown, welding spatter, or cryogenic operation often demand a custom optical coating or housing that catalog parts cannot supply. Third, integration: when the sensor has to fit inside a robot end-effector or a cobot’s wrist, the mechanical envelope drives the decision more than unit economics. Our AGV safety standards primer shows one example of how integration constraints become the dominant spec driver.
Five Categories of OEM-Ready Safety Sensors

Most OEM and custom safety sensor work falls into these five categories. Each has its own customization ceiling — how much can be changed without reopening the Type-examination — and its own typical applications.
Safety Light Curtains
Light curtains detect body parts crossing a beam grid. Resolution (beam pitch) defines what the curtain can see: 14 mm for finger protection, 30 mm for hand, 40 mm for arm/body, 90 mm for perimeter. Custom scope usually covers protective height, housing material, and output protocol, not the core opto-electronics. For the Type 2 vs Type 4 decision, see our Type 2 safety light curtain specification and Type 4 light curtain applications.
Safety Laser Scanners
Laser scanners sweep a 2D plane and return a safety field plus a warning field. Typical ranges run 3 – 7 m for machine guarding and 4 – 40 m for vehicle navigation. Custom work focuses on scan sector, field programming interfaces, and rugged housings for mobile applications. See our technical overview of safety laser scanner deployment.
Safety Relay Modules
Relay modules sit between the ESPE and the machine contactors. Customization here is usually terminal layout, connector type, and DIN-rail versus panel mount. Re-certification rarely applies if the internal safety logic remains unchanged. Relay modules are often the easiest starting point for an OEM buyer testing a supplier’s engineering responsiveness.
Lidar and Solid-State Lidar
Solid-state lidar replaces the mechanical scan mirror with a fixed array — fewer moving parts, smaller housing, tougher against vibration. This category attracts heavy OEM activity in AGV, AMR, and cobot builds. Range and angular resolution trade off against cost; custom work emphasizes the mechanical envelope, CAN/Ethernet protocol selection, and optical window coating for outdoor or welding conditions. Our AGV safety system design details the integration specifics.
Pressure-Sensitive Edges and Mats
Pressure-sensitive safety devices — bumpers, edges, and mats — use a resistive or capacitive element to sense contact force. These are the most heavily customized of the five categories because machine geometry varies case by case. The supplier will likely request CAD files of the perimeter and the contactor configuration prior to providing a quote.
RFQ Specification Checklist — What Your Custom Safety Sensor Quote Must Include
An RFQ that reads “safety light curtain, custom height, 1,000 units” will produce unusable quotes. A supplier needs four categories of information before it can price the job honestly: performance, environmental, interface, and compliance. Missing any one returns either a sandbagged price or a quote that turns into a change-order the moment engineering starts.
- ✔Performance: required Performance Level (PLc – PLe) or Safety Integrity Level (SIL 1 – 3), total system response time budget in ms, detection resolution, protective height or scan range, number of beams or angular resolution.
- ✔Environmental: operating temperature range (commercial −10 to +55 °C or rugged −40 to +70 °C), IP rating (IP67 for washdown, IP69K for food/pharma), vibration and shock class, ambient light and welding EMI exposure, chemical or coolant contact.
- ✔Interface: output type (OSSD, PNP, relay, IO-Link, EtherCAT-Safety, PROFIsafe), voltage (24 VDC is standard, 12 VDC and 48 VDC on request), connector style (M12 A/D-coded, M8, terminal block), cable length, mounting bracket style, CAD envelope.
- ✔Compliance: target certifications (IEC 61496-1/-2 Type 2 or Type 4, UL, CE, CCC, KCs, BIS), markets served, whether the end customer needs a Type-examination certificate in their own name, EMC class (Class A industrial or Class B).
For wet, corrosive, or food-grade environments, the IP rating drives the housing design and sometimes the optics. Our IP69K-rated safety light curtains reference page covers the mechanical and optical trade-offs.
Certification Scope — IEC 61496, ISO 13849, and What “Type 2/4” Actually Costs
A custom safety sensor is not “safety-rated” because the manufacturer says so. It is safety-rated because an independent notified body has issued a Type-examination certificate under IEC 61496-1, and because the sensor’s failure analysis maps to a Performance Level defined in ISO 13849-1. Under the EU Machinery Directive, IEC 61496 is explicitly not harmonized, so a declaration of conformity alone is insufficient – type examination from an independent body is mandatory.
IEC 61496 recognizes four Types of Electro-Sensitive Protective Equipment (ESPE). Type 2 and Type 4 dominate industrial safety sensing, and the difference is not cosmetic.
| Attribute | Type 2 | Type 4 |
|---|---|---|
| Max ISO 13849 PL | PLc | PLe |
| Max IEC 62061 SIL | SIL 2 | SIL 3 |
| Self-test | Periodic (may miss a fault between cycles) | Active, continuous during operation |
| Typical use | Low-risk access control, perimeter guarding | Finger/hand protection at point of operation |
| Re-cert effort for custom | Lower — fewer test cases | Higher — full fault-injection matrix |
ISO 13849-1 defines five Performance Levels from PLa (low) to PLe (high). The standard cross-references to IEC 62061 SIL, but the mapping is not one-to-one: PLa falls below the scale covered by IEC 61508, and ISO 13849 does not cover SIL 4 because the number of people typically exposed to a single machine does not require it. For US markets, the same sensor also has to satisfy OSHA 29 CFR 1910.212, which is a general machine-guarding rule that accepts presence-sensing devices as an acceptable safeguarding method.
Type-exam cost is not published by the notified bodies, and that is itself a market signal — each test is scoped to the specific hardware, firmware revision, and mission profile. A rule of thumb circulating among machine builders is that a full Type 4 Type-examination for a new light-curtain family can easily consume a mid-five-figure fraction of the total custom-project budget, concentrated in the six months before volume release. Plan for it explicitly in the project schedule.
Supplier Evaluation Framework — A Scorecard for OEM Safety Sensor Partners

An OEM safety sensor program is a multi-year relationship. The partner you pick will handle revisions, recertifications, and field-failure analyses for as long as the product exists. A one-page scorecard applied evenly across the shortlisted suppliers surfaces the partners who can actually do the work.
Six criteria, scored 1 – 5 each
- Engineering team depth — number of in-house safety-standards specialists, experience at your target Type level, willingness to share anonymized prior designs.
- Prototype cadence — turnaround from spec freeze to functional sample; look for a written commitment under 8 weeks for electronics-only changes.
- In-house test lab — EMC, climatic, mechanical-shock, and optical test benches on site shorten the V&V loop by months. Ask for a walk-through.
- Certification history — prior Type-exam passes with at least two notified bodies (TÜV, UL, CSA, SGS, Intertek). No history means high schedule risk.
- Quality management — ISO 9001 at minimum; IATF 16949 for automotive-adjacent work; documented PPAP on request.
- IP protection — NDA signed before any drawings move; explicit language on ownership of custom design files.
A total above 24/30 signals a partner worth a serious RFQ round. Below 18 is a high-risk relationship; renegotiate or look elsewhere.
One criterion that does not appear in the scorecard because it is binary: does the supplier operate their own manufacturing facilities, or are they reselling a white-labeled product from a third factory? A direct manufacturer can reopen the BOM when a component goes end-of-life. A reseller cannot. For custom projects with a multi-year horizon, this difference swamps any unit-cost delta. The pillar page for custom safety sensor solutions from QJKH documents our own factory scope, team, and Type-exam history.
Project Timeline and Cost Drivers for a Custom Safety Sensor Build

A custom safety sensor project breaks into five phases. Absolute duration flexes with complexity, but the proportional split is fairly stable across projects. Understanding the split protects you from suppliers who front-load the quote with feasibility hours and then overrun certification.
| Phase | Duration | Share of NRE | Key deliverable |
|---|---|---|---|
| 1. Feasibility | 2 – 4 weeks | ~10% | Spec confirmation, CAD review, rough BOM |
| 2. Prototype | 4 – 8 weeks | ~25% | Functional sample, test report, firmware v0.9 |
| 3. V&V | 4 – 8 weeks | ~20% | Climatic/EMC/vibration results, final firmware |
| 4. Certification | 10 – 24 weeks | ~30% | Type-exam certificate, declaration of conformity |
| 5. Pilot → Production | 4 – 6 weeks | ~15% | PPAP, tooling signoff, first volume batch |
Certification is the single largest schedule risk — any redesign triggered during V&V rolls back into the certification window. Buyers who protect this phase with a two-week contingency and a named engineering owner on the supplier side finish on time far more often than buyers who treat certification as the supplier’s problem.
Common Pitfalls When Specifying OEM Safety Sensors

Most custom safety sensor projects fail at one of five specific points. Three are specification errors made before the RFQ leaves your desk; two are integration errors made after the sensor lands on the machine. All five are documented in field literature from SICK, Rockwell, and the IEC technical specifications.
⚠️ Pitfall 1 — Standard-duty sensor specified for muting
Muting sensors sit inside the safety circuit and must themselves be safety-rated. Swapping in a standard through-beam to save cost invalidates the Performance Level of the entire light curtain. Rockwell’s AT136 application note and SICK’s muting white paper both flag this as the number-one field error. Always specify safety-rated muting sensors, not convenience-grade through-beams.
⚠️ Pitfall 2 — Response time used instead of total system response time
ISO 13855 requires safety distance S = (K × T) + C, where T is the total stopping time from beam interruption to hazard fully stopped — not just the sensor’s detection time. T aggregates the light curtain’s 5 – 20 ms detection, 1 – 10 ms signal processing, 5 – 15 ms relay switching, and the machine’s own stopping time. Sizing the mounting distance on the sensor’s data-sheet response alone under-shoots the safety distance and defeats the guard.
⚠️ Pitfall 3 — Muting sensor timing tolerance ignored
IEC/TS 62046 allows the muting function to activate only when both paired muting sensors are interrupted simultaneously, within a 4-second maximum time window. Custom installations that skip this tolerance window can allow an unintended muting condition — for example, a person walking in behind a pallet. Verify the muting logic in firmware, not only in the wiring diagram.
⚠️ Pitfall 4 — Muting sensors aimed at the pallet, not the load
If a pallet can block the muting beam independently of the load it carries, an operator can be dragged into the hazardous zone alongside the pallet. IEC/TS 62046 requires the muting sensors to be positioned high enough to detect the load on the conveyor, not the transport pallet itself.
⚠️ Pitfall 5 — Over-specified EMC class inflates cost without benefit
Class B (residential) EMC is stricter than Class A (industrial) and pushes the design toward more shielding, more filtering, and more NRE. Most machine-guarding applications sit squarely inside a Class A environment. Specifying Class B “just to be safe” can add weeks to certification and a noticeable fraction to the BOM with no real-world gain.
Frequently Asked Questions

Q: What is the difference between OEM and custom safety sensors?
View Answer
OEM means a catalog safety sensor delivered with a private label, a unique part number, or a customer-specific connector — the electro-optics and the Type-examination certificate stay intact. Custom means a design change that reopens certification: a different range, a different housing, a different beam pitch, a different output protocol, or new firmware. OEM is cheaper and faster; custom solves problems that no catalog part can address.
Q: When should I choose a custom safety sensor over off-the-shelf?
View Answer
Run the breakeven calculation: NRE divided by the per-unit price delta equals the breakeven volume. Below that volume, a catalog part plus a mechanical adapter is usually cheaper. Above it, customize. Also customize when response time, environmental extremes, or mechanical envelope constraints force a design that no catalog SKU can deliver.
Q: How long does a custom safety sensor project take from specification to production?
View Answer
Four to eight months is typical. Feasibility and prototype phases run 6 – 12 weeks combined, verification and validation adds another 4 – 8 weeks, and certification runs 10 – 24 weeks according to Type level and which notified body handles the work. Simple OEM private-label jobs with no re-certification can ship in 6 – 10 weeks.
Q: What certifications are required for custom machine safety sensors?
View Answer
IEC 61496-1 Type-examination is the core standard for electro-sensitive protective equipment, with ISO 13849-1 Performance Level and IEC 62061 SIL mapping the failure behavior. CE applies in the EU, UL in North America, CCC in China, KCs in Korea, BIS in India. OSHA 29 CFR 1910.212 is the U.S. machine-guarding general rule and it accepts presence-sensing devices as a valid safeguard.
Q: What minimum order quantity should I expect for OEM safety sensors?
View Answer
MOQ depends on supplier and customization depth. Private-label OEM runs often sit at 50 – 200 units. A moderate custom housing or firmware change pushes MOQ to 200 – 1,000 units. Heavily custom optics or a new certification family can require a few thousand on the first batch. Always ask for the MOQ curve across successive batches, not just the first batch.
Q: Can a custom safety sensor integrate with my existing PLC?
View Answer
Yes, if the output protocol is specified correctly in the RFQ. Dual OSSD outputs are the universal safe-output standard and wire directly into Allen-Bradley GuardLogix, Siemens F-CPU, Pilz PNOZ, and most other safety PLCs. For bus-based integration, specify PROFIsafe, EtherCAT-Safety, or CIP Safety to match your PLC family. Expect an extra 2 – 3 weeks of firmware work for non-standard protocol targets.
Q: Who are typical OEM and custom safety sensor manufacturers in China?
View Answer
China is the world’s largest industrial robot market — 295,000 robots installed in 2024 according to the IFR World Robotics 2025 report, representing 54% of the global total. That scale supports a dense manufacturer base across safety light curtains, safety laser scanners, safety relays, and solid-state lidar. Look for suppliers running their own factories (not reselling), with at least two notified-body Type-exam passes, and a documented quality system. Our team at QJKH, based in the Hangzhou Airport Economic Demonstration Zone, builds all five categories in-house with a 20-year engineering record.
Planning a custom safety sensor build?
Send us your RFQ spec and we will respond with a feasibility study within 5 working days.
About This Guide
This guide draws on public IEC 61496 and ISO 13849 specifications, IFR 2025 industrial robot installation data, and field pitfalls documented by SICK and Rockwell, cross-checked against QJKH’s own 20-year history of building safety light curtains, safety laser scanners, safety relay modules, and solid-state lidar for OEM buyers in electronics, automotive, and AGV markets. Where public data is unavailable — notably Type-examination pricing — we have said so explicitly rather than publish a figure we could not verify.
References & Sources
- IEC 61496-1:2020 — Safety of machinery: Electro-sensitive protective equipment — International Electrotechnical Commission
- ISO 13849-1:2023 — Safety-related parts of control systems — International Organization for Standardization
- ISO 13855 — Positioning of safeguards with respect to approach speeds — International Organization for Standardization
- OSHA 29 CFR 1910.212 — General requirements for all machines — U.S. Occupational Safety and Health Administration
- World Robotics 2025 Report — Industrial Robots — International Federation of Robotics
- EN/IEC 61496 interpretation guide — Pilz
Related Articles
- Type 2 Safety Light Curtain — spec walkthrough and common applications
- Type 4 Safety Light Curtain Guide — finger and hand protection at the point of operation
- Safety Laser Scanners — deployment scenarios and field programming
- AGV Safety Standards — ISO 3691-4, R15.08, and sensor selection
- Industrial Safety Solutions hub — full product and service catalog