Póngase en contacto con la empresa QJKH
Aplicaciones del escáner láser de seguridad de robots industriales: soldadura, pulido, brazos y cobots
Especificaciones rápidas: escáner láser de seguridad listo para la aplicación (QJKH SH27)
- Angular de scanare: 276° · Resolución angular: 0.1°
- Radio del campo de protección: 3 m o 5 m @ 1.8% reflectividad Zona de alarma hasta 20 m
- Tiempo de respuesta: 100 ms (configurable) Resolución del objeto: 70 mm en radio ma×
- Certificaciones: IEC 61496 Tipo 3 · SIL 2 (IEC 61508) · PL d / Cat. 3 (ISO 13849-1)
- Entorno: IP65 Inmunidad a la luz ambiental 3000 lu× 10 a +50 C
- Biblioteca de zonas: 64 grupos estáticos, 256 zonas dinámicas, conmutación <50 ms
Si ya sabe que necesita un escáner láser de seguridad de robot industrial en su celda robótica, la otra pregunta difícil es dónde montarlo, cómo dar forma a las zonas y qué interferencia lo disparará primero. Esta guía cubre cuatro tipos de celdas (soldadura por arco, pulido, brazos de robots industriales y co-bots) con geometría de montaje, matemáticas de zona y pasos de puesta en servicio extraídos de ISO 10218-2:2025, ISO/TS 15066 y el Escáner láser de seguridad QJKH SH27. Para conocer la otra cuestión difícil sobre estándares, calificaciones y selección de modelos, consulte nuestra guía complementaria en estándares y selección de escáneres láser de seguridad industrial.
Por qué las células robóticas industriales necesitan escáneres láser de seguridad
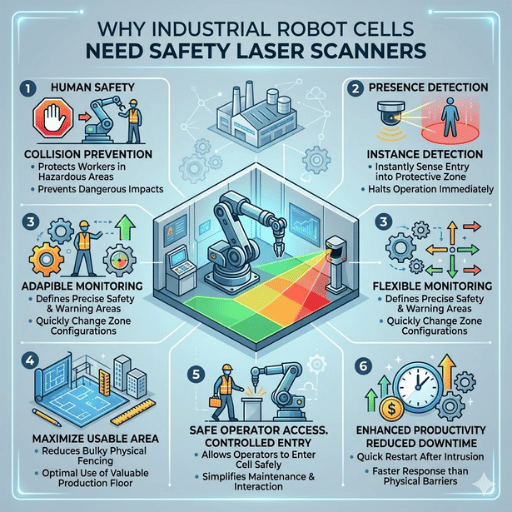
Un escáner láser de seguridad en una celda de robot realiza una función de seguridad que ni las cercas fijas ni las cortinas de luz pueden proporcionar: proyecta una zona de protección bidimensional configurable a través de áreas peligrosas en el piso de la celda, detecta una persona u objeto que ingresa a esas zonas peligrosas y envía una señal de parada OSSD al controlador del robot dentro de su tiempo de respuesta. Las cercas fijas bloquean el acceso pero también bloquean al operador cada vez que es necesario mover una plataforma. Las cortinas de luz protegen las aberturas lineales con una respuesta inferior a milisegundos, pero no pueden monitorear el interior de una celda.
ISO 10218-2:2025 ñona el estándar revisado de integración de robots industriales ñana ahora requiere una evaluación de riesgos para cubrir toda el área protegida, no solo la envoltura mecánica del robot. Preguntas frecuentes sobre Automate.org para 2025 en la revisión es explícito que se deben tener en cuenta la geometría de la pieza de trabajo, la trayectoria de la herramienta, el comportamiento programado y la extensión de la carga útil. Un escáner láser de seguridad es el sensor más flexible para ese trabajo porque se puede enseñar que sus zonas de protección y advertencia coincidan con una envolvente de alcance irregular. Si elige entre tecnologías de escáner y certificaciones, nuestra descripción general de estándares de escáner láser de seguridad industrial cubre en detalle el Tipo 2 versus el Tipo 3, los niveles de SIL y las calificaciones ambientales.
Las cuatro secciones de la aplicación siguientes suponen que ya ha tomado una decisión: ha seleccionado un escáner tipo 3 / SIL 2 / PL d como el QJKH SH27. La pregunta ahora es dónde implementarlo.
Celdas de robot de soldadura: luz de arco, salpicaduras e interferencia ambiental

Un escáner láser de seguridad para soldar células robóticas debe soportar tres condiciones a la vez: la intensa luz de banda ancha del arco, las salpicaduras de soldadura balística y la alta temperatura ambiente a dos metros de la antorcha. Cada uno daña un componente diferente del escáner.
La emisión de arco alcanza su punto máximo en las bandas UV y visible “aproximadamente de 200 a 550 nm « y por eso se documentan sistemas de imágenes de soldadura en el Informe de seguridad de soldadura láser portátil de AWS Welding Digest 2025, utilice láseres de iluminación de 808 a 976 nm para “eclipsar” el arco en esa banda. El SH27 de QJKH utiliza un láser Clase 1 de 905 nm por la misma razón: la longitud de onda de medición está en una banda en la que el arco no es la fuente de un flujo de fotones significativamente mayor que el fondo, y filtros ópticos de banda estrecha delante del bloque receptor prácticamente todo lo demás. Una cifra publicada de inmunidad a la luz ambiental de 3000 lux es efectiva sólo para iluminación ambiental de banda ancha; la interferencia de banda estrecha a 905 nm es muchas veces menor. En la práctica, esta es la razón por la que soldar células con escáneres Tipo 3 certificados para 3000 lux o más rara vez se activa falsamente solo con luz de arco.
“La principal fuente de falla en las celdas de soldadura no es la interferencia óptica (es mecánica). Las salpicaduras se acumulan en la ventana del escáner en cuestión de días si se monta mirando hacia el arco, convirtiendo cada gota en un sitio de dispersión permanente. Monte el escáner detrás de la trayectoria de aproximación del operador, no delante de la antorcha.”
¿puede la luz de soldadura por arco cegar un escáner láser de seguridad?
No a 905 nm con un escáner certificado Tipo 3, en la mayoría de las geometrías celulares. El Certificación IEC 61496 Tipo 3 el procedimiento prueba la inmunidad a fuentes de luz moduladas y la interferencia ambiental como parte de la calificación. Dos advertencias: primero, la prueba supone que el arco no está en el plano de escaneo directo (apunte el escáner a través de la trayectoria de aproximación del operador en lugar de hacia la antorcha). En segundo lugar, la contaminación por salpicaduras en la ventana óptica reduce el margen de señal y es mucho más probable que una ventana contaminada se dispare falsamente en un ambiente brillante que en uno limpio. En el SH27, la lámpara indicadora de contaminación de la ventana le avisa de esto antes de que se degrade la detección.
Consejo de ingeniería: coloque el SH27 de 150 a 300 mm del suelo con su plano de escaneo de 276 paralelo al suelo. Desplace la unidad al menos 1,5 m horizontalmente desde la línea central de la antorcha y coloque el arco de escaneo primario hacia la puerta del operador ñan nunca hacia el arco. Con una resolución angular de 0,1, un separador de 1,5 m produce ~2,6 mm de resolución lateral por rayo, lo suficientemente preciso para un umbral de detección de objetos de 70 mm.
Pulido de celdas de robots: polvo, medios abrasivos y contaminación de ventanas
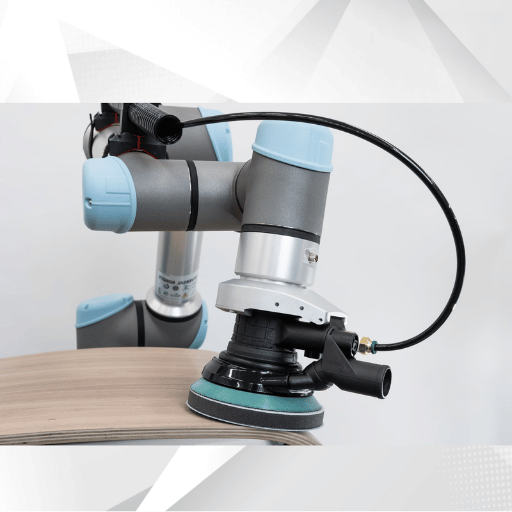
Un lidar de seguridad de robot pulidor funciona de manera diferente a un escáner de soldadura. Aquí el riesgo no proviene de un evento de alta intensidad, sino de partículas finas continuas -polvo metálico de acero inoxidable, aluminio o acero dulce -pulido que se asienta en cada superficie horizontal de la celda, incluida la ventana óptica del escáner. Cada micrón de acumulación desplaza el retorno de fondo y finalmente cruza el umbral de detección. Para una discusión detallada del Niveles de integridad de seguridad SIL 2 y PL d las celdas de pulido que a menudo requieren, consulte nuestra guía de estándares.
Estas tres decisiones de diseño mantendrán el escáner de celda de pulido funcionando entre intervalos de mantenimiento programados: Incline la carcasa del escáner hacia abajo de 10° a 15° para que deposite polvo en la superficie superior de la carcasa en lugar de en la ventana de escaneo; coloque el escáner de la celda de pulido aguas abajo, en lugar de aguas arriba, de la ruta de flujo de la campana de extracción de polvo de modo que se agote la carga del extremo delantero de la ventana; y monitorear el indicador de contaminación de la ventana en el SH27 como una señal de mantenimiento predictivo que indica al escáner que comience a rechazar retornos válidos, no solo la luz láser, alertando así al operador de línea que limpie la ventana durante el siguiente ciclo de inactividad en lugar de esperar hasta que se detenga la producción.
¿Con qué frecuencia se debe limpiar un escáner láser de seguridad en una celda de pulido?
Cualquiera que sea el intervalo; no tiene nada que ver con el tiempo ni con el conteo. Depende del recinto de la celda, la extracción (movimiento del aire) y el material de la pieza de trabajo. Celdas pulidas de acero inoxidable muy grandes y pesadas con un final de extracción deficiente de las limpiezas de las ventanas de cambio, mientras que las celdas desbarbadoras de aluminio más livianas con un buen tiro descendente funcionan con claridad durante una semana.
Utilice aire seco comprimido y un paño óptico sin pelusa; nunca limpie con toallitas a base de solventes. Esto destruye la capa repelente al agua de la ventana, el H2O y la arena se adhieren más rápidamente la próxima vez. Según los técnicos de campo de los foros electrónicos de seguridad de los maquinistas, el aire seco en lugar de la limpieza con solvente extendió el intervalo relativo en dos o más.
Nota de ingeniería: la especificación para la resolución de objetos para el SH27 es de 70 mm en el radio de protección máximo. Todas las partículas en el aire son de tres a cuatro órdenes de magnitud más pequeñas que esta distancia y no producen por sí solas tropezones (el modo de falla es la deposición en serie en la ventana, no partículas individuales en el haz, de ahí que la detección de contaminación de ventanas sea más interesante que los niveles de partículas.
Seguridad del área del brazo de un robot industrial: alcance de la envolvente y geometría de la zona
Seguridad en la zona del brazo de un robot industrial comienza con un problema de geometría que muchos integradores se equivocan en la primera pasada. Su zona de protección no está limitada por el lugar donde se encuentra la base del robot, sino por el lugar donde la herramienta y la carga útil del robot pueden alcanzar durante cualquier movimiento programado, además de la distancia que recorre el robot después de una señal de parada. ISO 10218-2:2025 requiere que el espacio protegido se extienda más allá de esta envolvente combinada, y la actualización de 2025 lo indica explícitamente que la geometría de la pieza y la herramienta son parte de la envoltura, no separadas de ella.
¿Cómo se calcula el área protegida para un brazo robótico industrial?
Representa utilizar la fórmula de distancia mínima de seguridad RIA 15.06 / ISO 13855 como base y luego aplicar una capa sobre su envoltura de alcance: Momepi Sze4.
Aquí: Ds = K (Ts + Tc + Tr) + D/pf
- K = 1600 mm/seg. La velocidad de aproximación humana estándar según ISO 13855 (usando 2000 mm/seg para tener en cuenta el peor de los casos)
- Ts = tiempo de parada del robot después de la señal, normalmente es de entre 100 y 500 ms dependiendo de la carga útil y la configuración
- Tc = respuesta del controlador de seguridad (10 a 50 ms)
- Tr = tiempo de respuesta del escáner (100 ms para el SH27)
- Dpf = factor de distancia de penetración (hasta 200 mm para escáneres 2D horizontales (ISO 13855))
Ejemplo trabajado: un robot de carga útil de 20 kg con un tiempo de parada medido de 350 ms, un PLC de seguridad de 20 ms, la respuesta de 100 ms del SH27 y un factor de penetración de 160 mm produce Ds = 1600×0,470 +160 = 912 mm. El límite de la zona de protección del escáner debe quedar al menos a 912 mm fuera de la envolvente de alcance máximo del robot, no fuera de su base. Certificación IEC 61496 Tipo 3 gobierna el Tr término, por eso los escáneres tipo 3 con tiempos de respuesta probados son la clase correcta para las células robóticas. La práctica común añade un amortiguador adicional de 500 mm desde el alcance máximo hasta el borde de la primera zona de detección, un margen que explica el desgaste de los frenos del robot durante la vida útil.
El hardware SH27 admite 64 grupos de zonas estáticas, lo que normalmente es suficiente para hacer coincidir una envolvente de alcance irregular con una forma poligonal, en lugar de una aproximación rectangular. Cada grupo estático puede asociar una zona de advertencia (control de aceleración/desaceleración del lado del robot) con una zona de protección (el robot se detiene). Sus 256 zonas dinámicas se ocupan de situaciones de cambio de herramientas en las que la propia envolvente de alcance se desplaza entre programas. El retraso de cambio de tipos es inferior a 50 ms, lo suficientemente pequeño como para permanecer dentro del presupuesto de Tc en la fórmula anterior.
Células robóticas colaborativas: monitoreo de velocidad y separación

Un escáner láser de seguridad para células cobot tiene un propósito muy diferente. Según ISO/TS 15066:2016, hay cuatro modos de colaboración: parada monitoreada con clasificación de seguridad, guía manual, limitación de potencia y fuerza y monitoreo de velocidad y separación (SSM). En SSM, el escáner es el sensor principal. Si su cobot vive en un carro AGV o AMR, el mismo escáner también se puede utilizar para evitar obstáculos en la navegación y nuestra guía lidar de posicionamiento de robots móviles para AGV y AMR cubre esa integración de doble función.
¿qué es el monitoreo de velocidad y separación en ISO/TS 15066?
La monitorización de velocidad y separación mantiene una distancia de separación protectora mínima « escrito Sp(t0) « entre el operador y el robot en todo momento. Si esa distancia cae por debajo del umbral calculado, el robot debe reducir la velocidad o detenerse. El Análisis de SSM alojado en NIST y PMC expresa la fórmula como:
Sp(t0) ≥ udvH + osovR + osovS + (C + ZR + ZS)
Las integrales abarcan el tiempo de respuesta del sensor TR además del tiempo de parada del robot TS. En términos sencillos: velocidad del operador vH (predeterminado 1600 mm/s según ISO 13855), velocidad del robot vR, velocidad de parada del robot vS, margen de intrusión C y dos términos de incertidumbre ZR y ZS para medición de la posición del robot y del operador. El tiempo de respuesta del sensor alimenta a TR, por lo tanto, un escáner de 100 ms reduce las contribuciones integradas del enfoque humano y del robot en comparación con un dispositivo de 200 ms. Un hilo de practicante en el foro de discusión de robotiq señala que en la mayoría de las células cobot reales domina el término de parada del robot: un escáner más rápido no puede compensar un freno lento del robot.
Con un cambio de zona inferior a 50 ms, el SH27 reduce su zona de protección a medida que el robot desacelera, lo cual es el aspecto rentable de SSM: terminas con un espacio de trabajo operativo más grande cuando el robot se mueve a baja velocidad y la zona se expande solo cuando el robot conduce a mayor velocidad. Esto es lo que seleccionando el escáner láser de seguridad adecuado en última instancia, todo se reduce a aplicaciones cobot: el recuento dinámico de zonas, la latencia de conmutación y el tiempo de respuesta deben caber dentro de su Sp presupuesto con espacio para desgaste de frenos robóticos.
Lista de verificación de montaje y puesta en servicio

Todos los pasos de instalación del escáner láser de seguridad son los mismos: ignore a cualquiera que esté bajo su propio riesgo, ya que un auditor de evaluación de riesgos identificará el eslabón perdido.
- Instale el escáner láser de seguridad de modo que la línea central esté de 150 a 300 mm por encima del piso final para un escaneo horizontal del piso. Montarlo más abajo da como resultado un espacio en la zona de acceso; montarlo más alto da como resultado un espacio en la zona de disparo debajo del plano de escaneo.
- Nivele el plano de escaneo dentro de 0,5 del piso de referencia. Una inclinación superior a 1 sobre un radio de protección de 5 m se traduce en ~87 mm de deriva vertical en el límite de la zona.
- Programe el contorno de referencia. En la práctica, el mayor error de puesta en marcha es omitir este paso. Sin un contorno de referencia, el escáner no puede diferenciar el entorno instalado de una nueva intrusión y realiza disparos en falso o no detecta la intrusión.
- Programe la geometría de la zona como contornos poligonales que coinciden con la envolvente de alcance más Ds. Los rectángulos que dejan espacio muerto en un lado y margen insuficiente en el otro comprometen la zona.
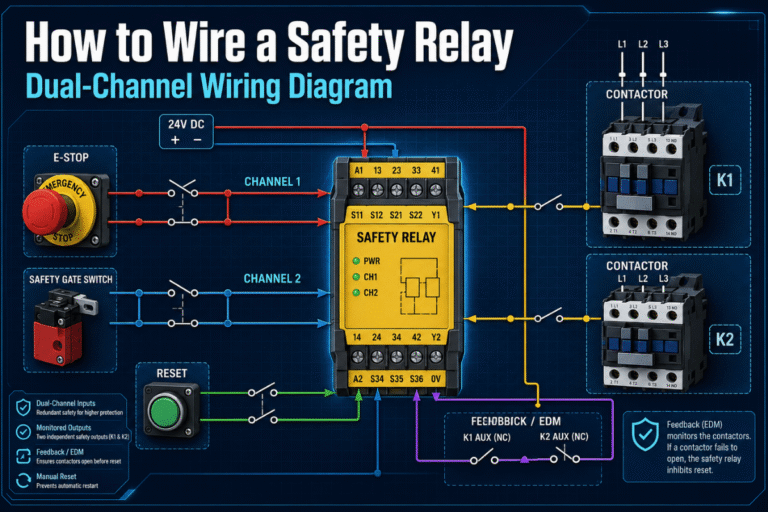
- Conecte las salidas OSSD a un tipo 3 / Cat. 3 módulo de relé de seguridad para integración OSSD. El cableado directo a un PLC sin clasificación de seguridad anula la clasificación PL d para toda la función de seguridad.
- Integre funciones de parada electrónica y reinicio. Según RIA 15.06, el rearmado automático después de una parada protectora está prohibido. El reinicio manual fuera de la zona de protección es obligatorio antes de reanudar el movimiento.
- Compare la categoría de parada con la evaluación de riesgos. La distinción entre Categoría 0 (apagado inmediato) versus Categoría 1 (parada controlada más apagado) influye en Ts en la fórmula de distancia.
- Realice la ejecución del objeto de prueba de 70 mm. Atraviese un cilindro opaco de 70 mm de diámetro alrededor del perímetro de la zona a 1600 mm/seg y verifique que el robot se detenga antes de que el objeto alcance el peligro.
- Organizar una recalibración anual. La enseñanza del contorno de referencia debe rehacerse anualmente y después de una modificación de la geometría de la celda.
A menudo se hace incorrectamente: poner en servicio el escáner láser de seguridad antes de haber terminado la medición del tiempo de parada del robot. El tiempo de parada medido en el modo de enseñanza (robot limitado a 250 mm/seg) no es el tiempo de parada cuando se opera automáticamente -, debe volver a ejecutar a velocidad de operación con la carga útil instalada antes de calcular el tamaño de la zona.
Guía de configuración SH27 por aplicación
La siguiente matriz de configuración de cuatro aplicaciones toma cada uno de los cuatro tipos de células robóticas identificadas anteriormente y lo relaciona con el modelo SH27 típico, el modo de zona y el intervalo de mantenimiento que cada uno podría usar con mayor frecuencia. Esto es simplemente un punto de partida, no un sustituto de una evaluación de riesgos. Para el matriz de estándares completa y guía de selección, consulte el artículo complementario.
| Aplicación | modelo SH27 | Radio protector | Modo zona | Mantenimiento de ventanas. |
|---|---|---|---|---|
| Celda de soldadura | SH27-05D | 5 m | PAA (protección + doble preaviso) | Semanal |
| Celda de pulido | SH27-05D | 5 m | PAA | Fin del turno |
| Brazo robótico estacionario | SH27-03D sau -05D | 3 -ñon 5 m | PP (zonas de doble protección) | Mensual |
| Cobot SSM | SH27-03D (Ethernet) | 3 m | PAA + cambio de zona dinámica | Mensual |
Todos los modelos SH27 están certificados según IEC 61496 Tipo 3, SIL 2 según IEC 61508 y Cat. 3 / PL d según ISO 13849-1:2023. Sólo las variantes Ethernet -03D / -05D admiten la conmutación de zona dinámica necesaria para el monitoreo de velocidad y separación de cobot; las variantes -S son suficientes para soldadura estacionaria, pulido y celdas de brazo fijo. Los más de 20 años de investigación y desarrollo de sensores de seguridad de CCH Shanghai incluyen personalizaciones OEM (recuento de zonas, tipo de salida y variantes de gabinete (para integraciones grandes).
Obtenga una consulta gratuita sobre muestras y aplicaciones de SH27 de nuestra parte Página del producto del escáner láser de seguridad QJKH SH27. Para monitorear la velocidad y la separación de una plataforma móvil, empareje el SH27 con una clase de navegación Sensor lidar industrial YB27; al proteger un punto de operación dentro de la celda, a cortina luminosa de seguridad en el punto de funcionamiento suele ser la elección más rápida.
Preguntas frecuentes

¿cómo funcionan los escáneres láser de seguridad con robots industriales?
Respuesta
Los escáneres láser de seguridad SH27 giran un láser Clase 1 de 905 nm para medir los reflejos del tiempo de vuelo alrededor de un arco de 270 a 276 grados a 25 Hz o más rápido; alimentados por un suministro de 24 VCC, también deben conectarse al controlador del robot utilizando la Unidad de Control de Seguridad con clasificación de seguridad para implementar la respuesta de parada. Al entrar en la zona de protección, las salidas OSSD se apagan y detienen el robot.
¿en qué se diferencian los escáneres láser de seguridad de las cortinas de luz?
Respuesta
Las cortinas de luz protegen las aberturas lineales con una respuesta inferior a milisegundos; los escáneres láser de seguridad proporcionan zonas bidimensionales configurables con una respuesta de 60 a 120 ms. Las cortinas son la elección correcta en las puertas y aberturas de los transportadores; Los escáneres son la elección correcta dentro de la celda del robot donde la zona de protección es irregular.
¿puede un escáner láser de seguridad detectar salpicaduras de soldadura o polvo de pulido como objeto?
Respuesta
Las partículas de polvo en el aire no son tres o cuatro órdenes de magnitud más pequeñas que la resolución mínima del objeto de 70 mm y no activarán la zona de protección por sí solas. En cambio, el modo de falla es la acumulación en la ventana óptica, razón por la cual las celdas en ambientes polvorientos deben tener un indicador de contaminación de la ventana y un intervalo de limpieza programado, no una mayor sensibilidad.
¿qué tiempo de respuesta necesito para un escáner de seguridad cobot?
Respuesta
100 ms es un objetivo práctico para la mayoría de las celdas de control de velocidad y frecuencia de Zogirem. Los escáneres más rápidos tienen un término TR efectivo más bajo en la fórmula de separación protectora, pero el tiempo de parada del robot suele ser dominante, así que determine su TS antes de pagar por un escáner más rápido.
¿Aún necesito una valla de seguridad si instalo un escáner láser de seguridad?
Respuesta
A menudo -, especialmente cuando el brazo robótico lanza piezas o chips expulsados, o la máquina funciona con una carga útil elevada. Un escáner solo detecta presencia, no contención, por lo que su evaluación de riesgos decide si una cerca sola, una cerca más un escáner o un enfoque solo de escáner satisface su perfil de riesgo.
¿Cuántas zonas de advertencia y protección puede gestionar un escáner?
Respuesta
El QJKH SH27 admite 64 grupos de zonas estáticas y 256 zonas dinámicas, con conmutación de zona de menos de 50 ms. Para la mayoría de las células robóticas, de 8 a 16 zonas se adaptan a los diversos programas de robots y parámetros de rendimiento experimentados durante el funcionamiento normal.
Nota de transparencia
Todas las especificaciones de QJKH SH27 en este artículo 'ángulo de escaneo, tiempo de respuesta, clasificaciones de certificación, tamaños de biblioteca de zona 'son provienen de la hoja de datos oficial del producto de CCH Shanghai (catálogo V2026-1-30). Es posible que los valores de referencia de los estándares de seguridad para tiempos de respuesta y autorizaciones citados a continuación no coincidan exactamente con los parámetros de trabajo reales de su celda, debido a los efectos de la carga útil y la condición de los frenos 'verificar los valores medidos durante la instalación.
Referencias y fuentes
- ISO 10218-2:2025 « Robótica: Requisitos de seguridad para la integración de robots « Organizare internațională pentru standardizare
- ISO/TS 15066:2016 « Especificación técnica de seguridad colaborativa de robots « Organizare internațională pentru standardizare
- Implementación de monitoreo de velocidad y separación en células de trabajo de robots colaborativos « Biblioteca Nacional de Medicina de EE. UU. / PMC
- Manual Técnico OSHA Sección IV, Capítulo 4 « Robots Industriales « Departamento de Trabajo de Estados Unidos
- Preguntas frecuentes actualizadas sobre ISO 10218 «Asociación para el avance de la automatización
- Proporcionar un entorno seguro para la soldadura láser portátil « Sociedad Americana de Soldadura
Artículos relacionados
- Escáneres láser de seguridad industrial: estándares, calificaciones y guía de selección
- Posicionamiento LiDAR para navegación AGV y AMR
- Tutorial colaborativo de evaluación de riesgos de robots (próximamente)
- Integración del módulo de relé de seguridad para salidas OSSD (próximamente)