Nehmen Sie Kontakt mit QJKH Company auf
Industrielle Roboter-Sicherheitslaserscanneranwendungen: Schweißen, Polieren, Arme und Cobots
Schnelle Spezifikationen: Anwendungsbereiter Sicherheitslaserscanner (QJKH SH27)
- Abtastwinkel: 276° · Winkelauflösung: 0.1°
- Schutzfeldradius: 3 m oder 5 m @ 1.81TP3 T Reflexionsvermögen Alarmzone bis 20 m
- Reaktionszeit: 100 ms (konfigurierbar) Objektauflösung: 70 mm bei ma× Radius
- Zertifizierungen: IEC 61496 Typ 3 · SIL 2 (IEC 61508) · PL d / Kat.-Nr. 3 (ISO 13849-1)
- Umgebung: IP65 Umgebungslichtstauglichkeit 3000 lu× 10 bis +50 C
- Zonenbibliothek: 64 statische Gruppen, 256 dynamische Zonen, <50 ms Umschaltung
If you already know you need an industrial robot safety laser scanner in your robot cell, the other hard question is where to mount it, how to shape the zones, and which interferer will trip it first. This guide covers four cell types – arc welding, polishing, industrial robot arms, and co-bots – with mounting geometry, zone math, and commissioning steps drawn from ISO 10218-2:2025, ISO/TS 15066, and the QJKH SH27 safety laser scanner datasheet. For the other hard question of standards, ratings, and model selection, see our companion guide on Standards und Auswahl von Laserscannern für den Arbeitsschutz.
Warum industrielle Roboterzellen Sicherheitslaserscanner benötigen
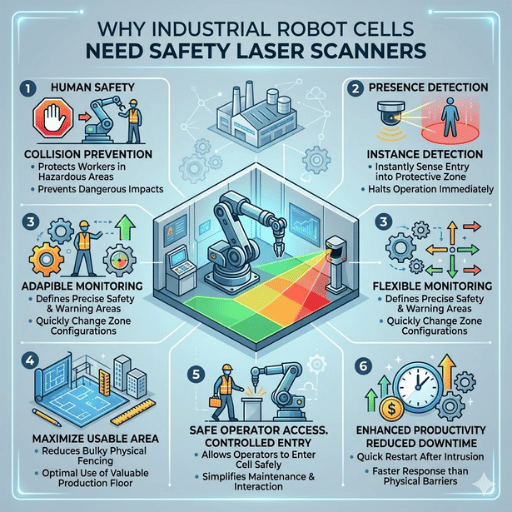
Ein Sicherheitslaserscanner in einer Roboterzelle erfüllt eine Sicherheitsfunktion, die weder feste Zäune noch Lichtvorhänge bieten können: Er projiziert eine konfigurierbare zweidimensionale Schutzzone über Gefahrenbereiche auf dem Zellenboden, erkennt eine Person oder ein Objekt, das in diese Gefahrenzonen eindringt, und sendet innerhalb seiner Reaktionszeit ein OSSD-Stoppsignal an die Robotersteuerung. Feste Zäune blockieren den Zugang, blockieren aber auch den Bediener jedes Mal, wenn sich eine Palette bewegen muss. Lichtvorhänge schützen lineare Öffnungen mit Reaktion im Submillisekundenbereich, können aber das Innere einer Zelle nicht überwachen.
ISO 10218-2:2025 – the revised industrial robot integration standard – now requires risk assessment to cover the entire safeguarded area, not just the robot’s mechanical envelope. Automate.org’s 2025 FAQ Auf der Revision ist explizit, dass Werkstückgeometrie, Werkzeugweg, programmiertes Verhalten und Nutzlastverlängerung berücksichtigt werden müssen Ein Sicherheitslaserscanner ist der flexibelste Sensor für diese Aufgabe, da seine Schutz- und Warnzonen so gelehrt werden können, dass sie zu einem unregelmäßigen Reichweitenbereich passen Wenn Sie zwischen Scannertechnologien und Zertifizierungen wählen, finden Sie unseren Überblick über Standards für Laserscanner für die Arbeitssicherheit Deckt Typ 2 versus Typ 3, SIL-Werte und Umweltbewertungen im Detail ab.
Alle vier Anwendungsabschnitte unten gehen davon aus, dass Sie bereits eine Entscheidung getroffen haben: Sie haben einen Typ 3 / SIL 2 / PL d Scanner wie den QJKH SH27 ausgewählt Die Frage ist nun, wo man ihn einsetzt.
Schweißroboterzellen: Lichtbogen, Spritzer und Umgebungsstörungen

Ein Sicherheitslaserscanner zum Schweißen von Roboterzellen muss drei Bedingungen auf einmal ertragen: das intensive Breitbandlicht des Lichtbogens, ballistische Schweißspritzer und die hohe Umgebungstemperatur innerhalb von zwei Metern um den Brenner Jeder beschädigt eine andere Komponente des Scanners.
Bogenemissionsspitzen und sichtbare Bänder in den Bereichen 500 nm bis 550 nm UV und UV dokumentieren dies, warum Schweißbildgebungssysteme in der dokumentiert sind AWS Welding Digest 2025 Sicherheitsbericht zum Handlaserschweißen, use 808 to 976 nm illumination lasers in order to “outshine” the arc in that band. QJKH’s SH27 uses a 905 nm Class 1 laser for the same reason: the measurement wavelength is in a band in which the arc is not the source of significantly more photon flux than the background, and narrowband optical filters in front of the receiver block practically everything else. A published 3000 lux ambient light immunity figure is effective only for broad-band ambient illumination; narrowband interference at 905 nm is many times less. In practice this is why welding cells with Type 3 scanners certified for 3000 lux or greater very rarely falsely trip on arc light alone.
“The primary source of failure in welding cells is not optical interference – it is mechanical. Spatter accumulates on the scanner window within days if it is mounted facing the arc, turning each drop into a permanent scattering site. Mount the scanner behind the operator approach path, not in front of the torch.”
Kann Lichtbogenschweißen einen Sicherheitslaserscanner blenden?
Nicht bei 905 nm mit einem Typ 3 zertifizierten Scanner, in den meisten Zellgeometrien Die IEC 61496 Typ-3-Zertifizierung procedure tests immunity to modulated light sources and ambient interference as part of qualification. Two caveats: first, the test assumes the arc is not in the direct scanning plane – aim the scanner across the operator approach path rather than at the torch. Second, spatter contamination on the optical window reduces signal margin, and a contaminated window is far more likely to falsely trip in bright ambient than a clean one. On the SH27, the window contamination indicator lamp alerts you to this before detection degrades.
Engineering Tip: position the SH27 150 to 300 mm off the floor with its 276 scanning plane parallel to the floor. Offset the unit at least 1.5 m horizontally from the torch center line, and position the primary scanning arc toward the operator door – never toward the arc. With 0.1 angular resolution, a 1.5 m standoff yields ~2.6 mm of lateral resolution per ray, sufficiently precise for a 70 mm object detection threshold.
Polierroboterzellen: Staub, Schleifmedien und Fensterkontamination
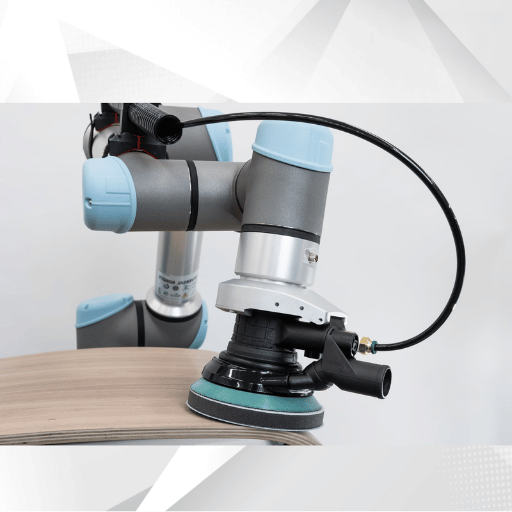
A polishing robot safety lidar performs differently from a welding scanner. Here the risk comes not from a high intensity event, but from continuous fine particulate – metallic dust from stainless, aluminum, or mild steel polishing – settling on every horizontal surface in the cell, including the scanner’s optical window. Every micron of buildup shifts the background return, and eventually crosses the detection threshold. For a detailed discussion of the SIL 2 und PL d Sicherheitsintegritätsstufen Das Polierzellen oft erfordern, siehe unseren Standardleitfaden.
Diese drei Designentscheidungen sorgen dafür, dass ein Polierzellenscanner zwischen geplanten Wartungsintervallen arbeitet: Neigen Sie das Scannergehäuse um 10° bis 15° nach unten, so dass es Staub auf der oberen Gehäuseoberfläche und nicht auf dem Scanfenster ablagert; Positionieren Sie den Polierzellenscanner stromabwärts und nicht stromaufwärts des Staubentnahmehauben-Strömungspfads, so dass die Vorwärtslast am Fenster aufgebraucht ist; und überwachen Sie die Fensterverschmutzungsanzeige am SH27 als vorausschauendes Wartungssignal, das dem Scanner signalisiert, mit der Ablehnung gültiger Rückläufe zu beginnen, nicht nur des Laserlichts, und warnen so den Leitungsbetreiber, das Fenster während des nächsten Leerlaufzyklus zu reinigen, anstatt bis zum Produktionsstopp zu warten.
Wie oft sollte man einen Sicherheitslaserscanner in einer Polierzelle reinigen?
Wie auch immer das Intervall ist; es hat nichts mit Zeit oder Zählung zu tun Es hängt von Zellumhüllung, Extraktion (Luftbewegung) und Werkstückmaterial ab Sehr große, schwere Edelstahl-Buff-Zellen mit schlechtem Extraktionslauf am Ende der Schichtfensterwischungen, während leichtere Aluminium-Entgratungszellen mit gutem Abwind eine Woche lang frei laufen.
Use compressed dry air and a lint-free optical cloth; never clean with solvent-based wipes—this destroys the window’s water-repellant coating, H2O and grit adhere more quickly the next time. According to field technicians on machinists safety e-forums, dry air rather than solvent wipe extended relative interval by two or more.
Engineering Note: the specification for object resolution for the SH27 is 70mm at maximum protecting radius. All airborne particulate matter is three to four orders of magnitude smaller than this distance and does not in itself produce trips – the mode of failure is series deposition on the window, not individual particles in the beam, hence why window contamination detection is more interesting that particulate matter levels.
Sicherheit des Armbereichs eines Industrieroboters: Reichweite Hüllkurve und Zonengeometrie
Industrieroboter Armbereich Sicherheit starts with a geometry problem that many integrators get wrong on the first pass. Your protection zone is not bounded by where the robot base sits — it is bounded by where the robot’s tool and payload can reach during any programmed motion, plus the distance the robot travels after a stop signal. ISO 10218-2:2025 requires the safeguarded space to extend beyond this combined envelope, and Das Update 2025 ruft ausdrücklich dazu auf dass Werkstück und Werkzeuggeometrie Teil der Hülle sind, nicht von ihr getrennt.
Wie berechnet man die gesicherte Fläche für einen Industrieroboterarm?
Repräsentiert verwenden Sie die Formel für den Mindestsicherheitsabstand RIA 15.06 / ISO 13855 als Basis und dann als Schicht über Ihrer Reichweite: Momepi Sze4.
Hier: D s = K (T s + T c + T r) + D / pf
- K = 1600 mm/s. Die Standardgeschwindigkeit des menschlichen Anflugs gemäß ISO 13855 (unter Verwendung von 2000 mm/s für eine Worst-Case-Zulage)
- Ts = Roboterstoppzeit nach dem Signal, liegt normalerweise zwischen 100 und 500 ms, abhängig von Nutzlast und Konfiguration
- Tc = Reaktion des Sicherheitsreglers (10 bis 50 ms)
- Tr = Scanner-Antwortzeit (100 ms für den SH27)
- Dpf = Penetrationsabstandsfaktor, (bis zu 200 mm bei horizontalen 2 D-Scannern (ISO 13855))
Worked example: a 20 kg-payload robot with a measured 350 ms stopping time, a 20 ms safety PLC, the SH27’s 100 ms response, and a 160 mm penetration factor yields Ds = 1600 × 0,470 + 160 = 912 mm. The scanner’s protection zone boundary must sit at least 912 mm outside the robot’s maximum reach envelope, not outside its base. IEC 61496 Typ-3-Zertifizierung Regiert die Tr Begriff, das ist 3 Scanner mit getesteten Reaktionszeiten sind die richtige Klasse für Roboterzellen. Gängige Hinzufügung eines zusätzlichen 500-mm-Puffers von der maximalen Reichweite bis zur Kante der ersten Erkennungszone. Typ mit einem Abstand, der den Roboterbremsverschleiß über die Lebensdauer berücksichtigt.
SH27-Hardware unterstützt 64 statische Zonengruppen, was typischerweise ausreicht, um eine unregelmäßige Reichweitenhülle mit einer polygonalen Form zu erreichen, anstatt einer rechteckigen Näherung Jede statische Gruppe kann eine Warnzone (robotseitige Beschleunigungs-/Verzögerungssteuerung) mit einer Schutzzone (roboter stoppt) assoziieren.Ihre 256 dynamischen Zonen befassen sich mit Werkzeugwechselsituationen, in denen sich die Reichweitenhülle selbst zwischen Programmen verschiebt. Die Schaltverzögerung der Typen beträgt weniger als 50 ms, klein genug, um in der obigen Formel im Tc-Budget zu bleiben.
Kollaborative Roboterzellen: Geschwindigkeits- und Trennüberwachung

A safety laser scanner for cobot cells has a very different purpose. Under ISO/TS 15066:2016, there are four collaboration modes – safety-rated monitored stop, hand guiding, power and force limiting, and speed-and-separation monitoring (SSM). In SSM the scanner is the primary sensor. If your cobot lives on an AGV or AMR trolley, the same scanner may also be used for navigation obstacle avoidance, and our guide to Mobile Roboter Positionierung Lidar für AGV und AMR Deckt diese Doppelrollenintegration ab.
Was ist die Geschwindigkeits- und Trennüberwachung in ISO/TS 15066?
Die Geschwindigkeits- und Trennüberwachung hält einen minimalen Schutzabstand von Sp(t0) zwischen Bediener und Roboter zu jeder Zeit Wenn diese Entfernung unter den berechneten Schwellenwert fällt, muss der Roboter langsamer werden oder anhalten Die NIST- und PMC-gehostete Analyse von SSM drückt die Formel aus wie:
Sp(t0) vH + vR + vS + (C + ZR + ZS)
Die Integrale überspannen die Sensorantwortzeit TR Plus Roboter-Stoppzeit TS. Im Klartext: Operatorgeschwindigkeit vH (Standard 1600 mm/s pro ISO 13855), Robotergeschwindigkeit vR, Roboter-Stoppgeschwindigkeit vS, Eindringmarge C und zwei Unsicherheitsterme ZR und ZS Für Roboter - und Bedienerpositionsmessung Sensorantwortzeit speist sich in T einR, 100 ms Scanner reduziert also die integrierten Human - und Roboter-Anflugbeiträge im Vergleich zu einem 200 ms Gerät Ein Practitioner-Thread im Robotiq Diskussionsforum stellt fest, dass in den meisten echten Cobot-Zellen der Roboter-Stopptermin dominiert ein schnellerer Scanner eine langsame Roboterbremse nicht kompensieren kann.
Mit der Zonenumschaltung unter 50 ms verkleinert der SH27 seine Schutzzone, wenn der Roboter abbremst, was der profitable Aspekt von SSM ist: Am Ende haben Sie einen größeren Betriebsarbeitsbereich, wenn sich der Roboter mit niedriger Geschwindigkeit bewegt, und die Zone dehnt sich nur aus, wenn Der Roboter fährt mit höherer Geschwindigkeit. Das ist es Auswahl des richtigen Sicherheitslaserscanners Letztendlich kommt es bei Cobot-Anwendungen darauf an: Die Anzahl der dynamischen Zonen, die Schaltlatenz und die Reaktionszeit müssen alle in Ihr S passenp Budget mit Platz für Roboterbremsverschleiß.
Checkliste für Montage und Inbetriebnahme

Alle Installationsschritte für Sicherheitslaserscanner sind gleich: Ignorieren Sie jeden auf eigene Gefahr, da ein Risikobewertungsprüfer das fehlende Glied identifiziert.
- Installieren Sie den Sicherheitslaserscanner so, dass die Mittellinie 150 bis 300 mm über dem endgültigen Boden liegt, um den horizontalen Boden zu scannen. Wenn Sie ihn tiefer montieren, entsteht ein Raupenzonenspalt; Eine höhere Montage führt zu einem Trip-Zonen-Spalt unter der Scanebene.
- Nivellieren Sie die Scanebene auf 0,5 bis an das Referenzgeschoss heran Die Neigung größer als 1 über einen Schutzradius von 5 m bedeutet an der Zonengrenze ~87 mm vertikale Drift.
- Programmieren Sie die Referenzkontur. In der Praxis besteht der größte Einzelfehler darin, diesen Schritt der Inbetriebnahme zu überspringen. In einer Referenzkontur kann der Scanner die installierte Umgebung nicht von einem neuen Eindringen unterscheiden und entweder Fehlauslösungen durchführen oder das Eindringen nicht erkennen.
- Programmzonengeometrie als polygonale Konturen, die zur Reichweitenhülle plus Ds passen Rechtecke, die auf der einen Seite Totraum und auf der anderen nicht genügend Rand hinterlassen, beeinträchtigen die Zone.
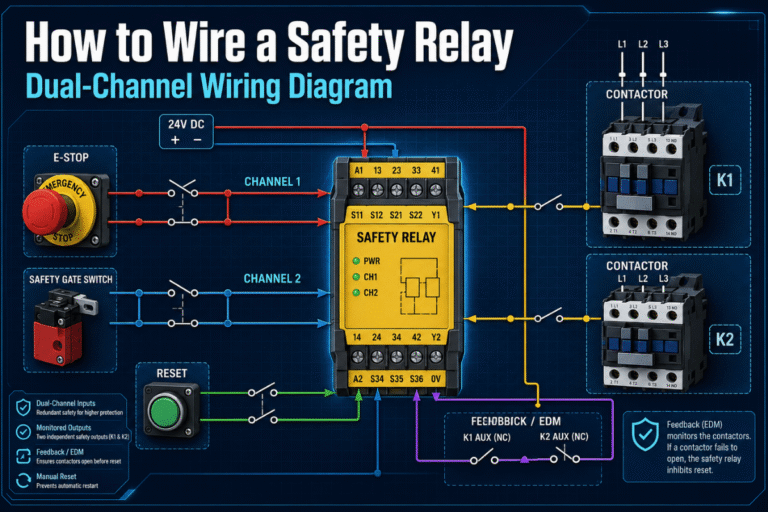
- OSSD-Ausgänge mit einem Typ 3 / Kat. verbinden. 3 Sicherheitsrelaismodul für die OSSD-Integration. Durch die direkte Verkabelung in eine nicht sicherheitsrelevante SPS wird die PL d-Bewertung für die gesamte Sicherheitsfunktion aufgehoben.
- Integrieren Sie E-Stop- und Reset-Funktionen. 156, automatischer Wiederarmstopp ist verboten.0 Pro R ist ein Reset außerhalb der Schutzzone vor Wiederaufnahme der Bewegung obligatorisch.
- Stoppkategorie gegen die Risikobewertung prüfen Die Unterscheidung zwischen Kategorie 0 (sofortiger Power-Down) gegenüber Kategorie 1 (kontrollierter Stopp plus Power-Down) beeinflusst Ts in der Distanzformel.
- Führen Sie den 70-mm-Testobjektlauf durch. Bewegen Sie einen undurchsichtigen Zylinder mit 70 mm Durchmesser um den Zonenumfang mit 1600 mm/s und überprüfen Sie, ob der Roboter zum Stillstand kommt, bevor das Objekt die Gefahr erreicht.
- Vereinbaren Sie eine jährliche Neukalibrierung. Der Referenzkonturunterricht sollte jährlich und nach einer Änderung der Zellgeometrie erneut durchgeführt werden.
Often done incorrectly: Commissioning the safety laser scanner before you have finished robot stopping-time measurement. The stopping time measured in teach mode (robot limited to 250 mm/sec) is not the stopping time when operating automatically – you must re-run at operating speed with payload installed before calculating zone size.
SH27 Configuration Guide per Application
The four-application configuration matrix below takes each of the four types of robot cells identified above and matches it to the typical SH27 model, zone mode, and maintenance interval it each could most frequently use. This is merely a starting point, not a substitute for a risk assessment. For the full standards matrix and selection guide, see the companion article.
| Anwendung | SH27 model | Protective radius | Zone mode | Window maint. |
|---|---|---|---|---|
| Welding cell | SH27-05D | 5 m | PAA (protection + dual pre-warn) | Weekly |
| Polishing cell | SH27-05D | 5 m | PAA | End of shift |
| Stationary robot arm | SH27-03D or -05D | 3 – 5 m | PP (dual protection zones) | Monthly |
| Cobot SSM | SH27-03D (Ethernet) | 3 m | PAA + dynamic zone switching | Monthly |
All SH27 models are certified to IEC 61496 Type 3, SIL 2 per IEC 61508, and Cat. 3 / PL d per ISO 13849-1:2023. Only the -03D / -05D Ethernet variants support the dynamic zone switching needed for cobot speed-and-separation monitoring; the -S variants are sufficient for stationary welding, polishing, and fixed arm cells. CCH Shanghai’s 20+ years of safety sensing R&D includes OEM customizations – zone count, output type, and enclosure variants – for large integrations.
Get a free SH27 sample and application consultation from our QJKH SH27 safety laser scanner product page. For speed-and-separation monitoring of a mobile platform, pair the SH27 to a navigation-class YB27 industrial lidar sensor; when guarding a point-of-operation inside the cell, a point-of-operation safety light curtain is usually the faster choice.
Häufig gestellte Fragen

How do safety laser scanners work with industrial robots?
Answer
SH27 safety laser scanners rotate a 905 nm Class 1 laser to measure time-of-flight reflections around a 270 to 276 degree arc at 25 Hz or faster; powered by a 24 VDC supply, they must also be wired into the robot controller using the safety-rated Safety Control Unit to implement the stop response. Upon protection zone entry, the OSSD outputs switch off and stop the robot.
How are safety laser scanners different from light curtains?
Answer
Light curtains guard linear openings with sub-millisecond response; safety laser scanners provide configurable two-dimensional zones with 60 to 120 ms response. Curtains are the right choice at gates and conveyor openings; scanners are the right choice inside the robot cell where the protection zone is irregular.
Can a safety laser scanner detect weld spatter or polishing dust as an object?
Answer
No – airborne dust particles are three to four orders of magnitude smaller than the 70 mm minimum object resolution and will not trigger the protection zone alone. Instead, the failure mode is accumulation on the optical window, which is why cells in dusty environments should have a window contamination indicator and a scheduled cleaning interval, not increased sensitivity.
What response time do I need for a cobot safety scanner?
Answer
100 ms is a practical goal for most Zogirem frequency and speed control cells. Faster scanners have lower the effective TR term in the protective separation formula, but robot stopping time is usually dominant so determine your TS before paying for a faster scanner.
Do I still need a safety fence if I install a safety laser scanner?
Answer
Often – particularly when ejected parts or chips are thrown by the robot arm, or the machine runs at high payload. A scanner only detects presence, not containment, so your risk assessment decides whether a fence alone, fence plus scanner, or scanner-only approach satisfies your risk profile.
How many warning and protection zones can one scanner manage?
Answer
The QJKH SH27 supports 64 static zone groups and 256 dynamic zones, with zone switching under 50 ms. For most robot cells, 8 to 16 zones accommodate the various robot programs and performance parameters experienced during normal operation.
Transparency Note
All QJKH SH27 specifications in this article – scanning angle, response time, certification ratings, zone library sizes – are sourced from CCH Shanghai’s official product datasheet (catalog V2026-1-30). Safety standards reference values for response times and clearances cited below may not exactly match the real working parameters of your cell, due to payload and brake condition effects – verify measured values during installation.
Referenzen und Quellen
- ISO 10218-2:2025 — Robotics: Safety requirements for robot integration Organisation für Standardisierung
- ISO/TS 15066:2016 — Collaborative robot safety technical specification Organisation für Standardisierung
- Implementierung der Geschwindigkeits- und Trennüberwachung in kollaborativen Roboter-Workcells — U.S. National Library of Medicine / PMC
- OSHA Technical Manual Section IV, Chapter 4 — Industrial Robots ÅR. Department of Labor
- Updated ISO 10218 FAQ — Association for Advancing Automation
- Providing a Safe Environment for Handheld Laser Welding — American Welding Society
Verwandte Artikel
- Industrial Safety Laser Scanners: Standards, Ratings, and Selection Guide
- Positioning LiDAR for AGV and AMR Navigation
- Collaborative Robot Risk Assessment Walkthrough (coming soon)
- Safety Relay Module Integration for OSSD Outputs (coming soon)